 |
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
CDI GUIDES · TECHNOLOGIES SERIES · No. 3
This document was originally prepared on the basis of information provided by the institutions profiled. Despite all efforts made in updating and verifying the information, the Centre for the Development of Industry does not accept responsibility for its accuracy or completeness. The inclusion of an institution in this document does not imply any commitment on the part of that institution to provide any of the services described.
CDI
Centre for the Development of Industry
Avenue
Herrmann Debroux, 52
B - 1160 BRUSSELS
BELGIUM
Tel. +32 2 679 18
11
Fax +32 2 675 26 03
Telex 61 427 cdi b
Since it was founded in 1977, the Centre for the Development of Industry (CDI) has acquired extensive technical and commercial know-how in the creation, development and rehabilitation of small and medium-sized industries in the ACP countries (Africa, Caribbean and Pacific), particularly through the establishment of lasting partnerships with companies in the European Union.
In publishing this collection of "Practical Guides", the CDI is meeting a clearly expressed need by ACP promoters and companies in the EU wishing to lay the foundations for industrial cooperation. The purpose of these guides is to enable them to adapt to the technical, commercial, financial, administrative and legal environment of the different countries. Designed to ease their task by providing detailed information - in simple practical terms - on a specific aspect or field of their activities, these guides are intended above all to be effective tools which managers can use on a day-to-day basis.
To prepare the guides, the CDI calls upon the services of consultants, researchers and businessmen - in both the ACP countries and the European Union - with extensive experience in the field concerned, in the practical problems actually encountered by entrepreneurs and in the solutions to be applied. Whenever circumstances allow, the CDI cooperates with partners (consultancy bureau, research body, specialised institution, etc.) to ensure that the guides are as widely circulated as possible.
This guide has been compiled by Dr Marc Donnez, a Belgian national with a doctorate in chemistry, as well as postgraduate degrees in business management and international marketing.
|
Production: |
CONTEXT |
| |
Brussels May not be sold by persons or organisations other than the
CDI. Reproduction authorised with indication of the source, except for commercial purposes. |
|
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
1. INTRODUCTION
Soap production is an industry of prime importance to developing countries because, by upgrading generally available local resources, it can satisfy existing demand for soap and unsophisticated detergents. It also complements oleaginous product lines where a soap factory is upstream of an existing oil mill.
A soap production line is made up of a series of tanks and kettles - which can be readily manufactured on site by a local boilermaker's workshop - and equipment for drying and finishing the soap. The initial investment is modest and the production technology unsophisticated, in keeping with the industrial environment often encountered in developing countries.
Nevertheless, a soap factory is an industrial and commercial project, and even if modest in scope and on the scale of a cottage industry, it has a duty to be viable and capable of ensuring its survival, profitability and development. This being the case, the commercial aspect is vital and needs to be studied in depth. The soap market is in fact a consumer goods market on which there is generally fierce competition between soap produced locally and soap imported at low prices.
This is why the success of any soap factory project - which, moreover, very often develops in a very difficult technological, economic, financial and socio-cultural context - depends more on the competence of the managers and the quality of the operational, strategic and commercial management than on purely technical factors. At a technological level, facilities are more than adequate for developing a production line which is ideally placed to meet, in terms of capacity and facilities, any clearly-defined and reasonable commercial objectives.
This technological inventory does not claim to be exhaustive, but seeks to be of interest to promoters in ACP countries, providing concise information about the main options and key parameters involved in soap factory projects and so helping them to better identify the areas likely to receive assistance. They will also find basic information for studying their project, selecting the technology, formulating an application for assistance, approaching equipment suppliers and comparing their offers.
Finally, this inventory is designed to stimulate partnership projects, which may be implemented with the participation of the CDI.
|
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
2. GENERAL INFORMATION ON SOAP
Soaps and detergents belong to the same group of chemical products called surface-active agents or surfactants. This group of products are, amongst other properties, well-known for their detergency which is due to a reduction in water surface tension which removes the dirt by wetting, emulsification, lathering and removal.
The following distinction is made:
Figure
Detergents are technologically more sophisticated products designed for more specific use. As they are insensitive to the hardness of the water - which, conversely, precipitates soap - detergents have their main outlets in mechanical washing (washing machines and dish-washers) and industrial washing. These products will not be covered by this technological inventory.
Soaps are obtained either by the saponification of fats and oils (triglycerides) of vegetable or animal origin, or by the neutralisation of fatty acids.
 SYNTHESIS BY SAPONIFICATION OF OILS
AND FATS
SYNTHESIS BY SAPONIFICATION OF OILS
AND FATS
Figure
In the case of the saponification of fatty materials, oils, greases, or tallows are attacked - "saponified" - by soda (to obtain hard soap) or potash (to obtain soft or liquid soap). Apart from the soap, a by-product - glycerine - forms during the chemical reaction. This may be separated off or may be left, depending on the nature of the manufacturing process.
SYNTHESIS BY FATTY ACIDS
NEUTRALISATION

Figure
Fatty acid neutralisation is also carried out using soda or potash and produces the same type of soap as saponification. However, the end product is glycerine-free. It should be noted that the starting fatty acids are obtained by hydrolysis of oils and fats, which involves an additional stage. The glycerine formed is separated off by steam distillation.
Generally speaking, this method of synthesis is suitable only for large production volumes and is only really justified if the fatty acids produced are used as raw material in other chemical syntheses. Since it is less suitable for developing countries, soap produced by means of fatty acid neutralisation will not be discussed in this guide.
By way of information, the production installations are similar, if not identical, to saponification installations. Using this method of synthesis it is often easier to regulate the desired properties of the soap to be marketed and to guarantee the consistent quality of the end product.
|
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
3. THE RAW MATERIALS
Four basic raw materials are involved in the manufacture of soap:
|
1. oils and fats 2. soda lye or potash lye* 3. brine** (for glycerine recovery) 4. additives: sodium carbonate, sodium silicate, dyes, perfumes, etc., the use of which depends on the quality and type of soap desired. |
* Soda lye - aqueous solution of potash soda prepared by dissolution of 30 to 35% by weight of sodium hydroxide (NaOH).Potash lye - aqueous solution of caustic potash prepared by dissolution of 30 to 35% by weight of potassium hydroxide (KOH).
** Brine - salt water prepared by dissolution of 10 to 20% by weight of sodium chloride (NaCl; sea salt).
The main properties of a soap are its lathering power, detergency, consistency, rate of dissolution in water, and lather stability. These properties depend chiefly on the nature and quality of the fatty materials used and to a lesser extent on the manufacturing process, solidification and cooling method, as well as the refining and finishing stages.
The soap maker's art involves mixing different oils and fats to obtain a soap with the desired properties. To come up with their "formula", the soap maker has 3 types of fatty materials available:
|
¯ |
¯ |
¯ |
|
· coconut oil |
· tallow (cattle,
sheep) |
· soya bean oil |
Lauric oils, found in high proportions in coconut oil and palm kernel oil, are the fatty materials with the best combination of the properties generally desired in soap. They are used in the majority of formulations because they provide high lathering power and detergency. They are used in cold or hot saponification, in combination with other oils and fats, to improve hardness and to slow down the rate of dissolution of manufactured soaps.
Tallow and palm oil, usually after bleaching and deodorisation, are the fatty materials most often used in combination with lauric acids.
Soft oils are sometimes used in limited proportions in the manufacture of low-grade soaps because of their poor properties.
Noteworthy among other sources of fatty raw materials are "soapstocks", by-products of edible oil refining which are processed to correct their free acidity. These raw materials are purified and used in combination in the manufacture of low-grade soaps.
Generally speaking, the most common soaps are manufactured by saponification of a combination of lauric oils and hard fats in a ratio of 1/3 - 2/3. However, these proportions are subject to wide variations depending on the type of soap desired - toilet soap or household soap - or the manufacturing method.
Technical constraints are compounded by constraints of an economic nature linked to the cost of the raw materials and the sale price of soap, which are subject to wide fluctuations. Other factors such as the security of supply and the consistent and uniform quality of the raw materials also play their part, which means that the soap maker has very little room for manoeuvre in selecting the oils and fats to be used in soap formulations.
The problem of oil and fat supplies is crucial and often underestimated. Although oleaginous resources generally exist in developing countries, oils and fats for soap manufacture can sometimes be lacking both in quantity and quality, obliging the promoter to import raw materials or add an oil press/mill to the production line. However, for local oil mills, a soap factory may represent a diversification of activities and an upgrading of poorer quality raw materials, following the example of the manufacture of margarines or other oleaginous products.
|
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
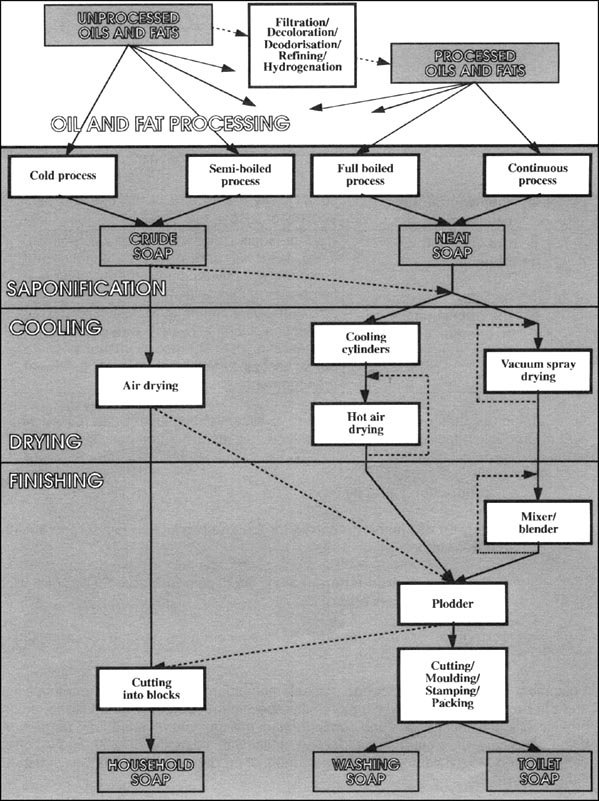
4. THE MANUFACTURE OF SOAP
The manufacture of soap involves 4 stages:

Figure
The design of the production line and its production capacity must be based on clearly defined commercial objectives which can be identified only from a detailed analysis of the market potential, actual demand, and consumer attitudes. A household soap, for instance, does not require the same degree of finishing as a toilet soap, or a public toilet soap as much finishing as a high-grade soap. Similarly, certain manufacturing stages can be simplified or even left out. Since such factors place a needless strain on the cost of manufacturing soap, it is vital to study them in order to make an appropriate choice in terms of technology and production capacity.
The use of higher-quality oils and fats often means that the processing stage can be avoided.
Manufacturing processes are usually classified as follows. A brief description is given below of each stage and manufacturing process.

Figure
|
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
5. THE TREATMENT OF OILS AND FATS
BLEACHING
The majority of good quality oils and fats do not require bleaching. Only palm oil and to a lesser extent tallows require bleaching where toilet soap is manufactured from second-grade raw materials.
Bleaching of oils and fats is generally carried out:
® by hot treatment of the oil with an adsorbent earth such as bentonite, followed by filtration, OR® by oxidation, achieved by heating the oil and passing a current of hot air through it at a high temperature (90 to 120° C).
DEODORISATION
Deodorisation is generally achieved by passing a current of superheated steam through the oil (160 - 220° C). Given the high cost of deodorisation, it is vital to confirm the relevance of this type of treatment.
REFINING
Refining oils by treating them with alkali to remove the free fatty acids is a technique commonly used in oil mills. As stated above, "soapstocks" are produced as a by-product. The technique is rarely used in pure soap manufacture.
HYDROGENATION
Hydrogenation - by catalysis or any other process - makes palm oil and tallow more resistant to oxidation and rancidity, and improves their properties. However, the production of hydrogenated fats and oils with the desired properties requires a degree of technical expertise and practical experience which is hard to justify in developing countries. This treatment may be used in the manufacture of margarines in an oleaginous-based industry.
|
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
6. SAPONIFICATION: COLD PROCESS
Figure
The cold process is the most elementary batch process. In a saponification vessel it involves the gradual addition to fats of just the right quantity of soda lye (± 32% by weight) to ensure complete saponification. The mixture is kept under vigorous agitation for approximately 2 hours, and the dyes, perfumes and additives are generally added at this stage. The process does not include the removal of impurities or separation of the glycerine which is produced.
Crude soap is drawn off as soon as the bulk of the mixture thickens, and is poured as it is into cooling frames, where the saponification process continues for one or more days. Crude soap (fatty acid content: 58%) is then removed from the frame, cut into blocks, and sent to the finishing line. It is advisable to filter the fats to avoid the formation of impurities and to use 1/3 coconut or palm kernel oil to ease emulsification and facilitate saponification. The process requires considerable expertise in the saponification process.
The process is simple, inexpensive and not highly mechanised. It requires only modest investment in equipment. This is why it is particularly well-suited to the manufacture, in small quantities, of a low-grade soap aimed at an undemanding clientele with limited purchasing power, such as in a rural area.
|
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
7. SAPONIFICATION: SEMI-BOILED PROCESS
Figure
The semi-boiled process differs from the cold process in the fact that the saponification mixture is heated to 70 - 90° C using a steam-heated coil to accelerate and complete the saponification reaction. Dyes, perfumes, and additives are added at the end of the process to prevent them from evaporating.
The process allows the quantity of soda undergoing saponification to be adjusted before the crude soap is drawn off. It also allows manufacturing waste to be recycled, better incorporation of the additives and a wider choice of raw materials. Generally speaking, saponification is more complete and the hardening time of crude soap in cooling frames is slightly reduced.
These various advantages, combined with shorter production cycles and reasonable production costs, make the semi-boiled process a flexible process which is particularly well-suited to developing countries. It is often used in industrial-scale production of widely marketed low-grade soaps.
As for the cold process, the semi-boiled process does not discharge any effluent into the environment.
|
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
8. SAPONIFICATION: FULL BOILED PROCESS
Figure
The full boiled process differs from the semi-boiled process in its various glycerine extraction, washing, and adjustment operations which occur after saponification. The temperature at which the mixture is kept under vigorous agitation is generally higher (100°C), allowing a wider range of fatty raw materials to be used.
After saponification the mass is subjected to several washes using brine. The more intensely the glycerine is washed, the lower the glycerine content of the soap. By recycling the washing waters drawn off several times, glycerine concentrations in the region of 15 to 20% can be obtained.
The electrolyte (soda lye) concentration is then adjusted and, after maturation, an upper phase made up of neat soap* and a lower phase made up of nigre** form. The latter, which contains a high proportion of impurities, is partly recycled during the saponification process - where it eases emulsification - and partly used in the manufacture of low grade household soap.
* Neat soap, comprising approximately 3/4 of the mixture, contains ± 30% water and has a fatty acid content of approximately 63%.** Nigre, comprising approximately 1/4 of the mixture, contains ± 60% water and has a fatty acid content of approximately 35%.
Neat soap, retained mainly for the manufacture of high-quality toilet soap, is drawn off and moved to the drying and finishing line.
The basic process may be modified somewhat to ensure that it meets the producers' objectives. Thus the use of a set of 3 to 6 tanks for enriching the washing water with glycerine, or of the counter-current washing technique make it possible to improve production rates.
The full cycle of operations takes nearly a week, and is broken down as follows:
|
saponification |
1 day |
|
glycerine extraction |
1 1/2 days |
|
adjustment |
1/2 day |
|
separation of neat soap and nigre |
1 1/2 to. 2 days |
To maintain the correct level of activity throughout the production line, the full boiled process requires a large number of tanks operating simultaneously as well as a large workshop area. These factors place a substantial strain on initial investment, so that this type of process is justified only when the marketing of large volumes of high-grade soaps is anticipated. Moreover, the process is more complex than it appears and requires considerable expertise in the technology and organisation of the various manufacturing stages. Finally, the process is relatively labour-intensive.
The full boiled process involves the recovery of glycerine as a by-product. However, it has been estimated that 15 to 20 t/day fatty raw materials need to be processed for the operation to be economically viable. Furthermore, there are only few outlets for glycerine in developing countries.
The process is highly flexible and has a proven track record. It allows a wide range of soaps to be manufactured, from basic household soap to top-grade toilet soap. However, constraints in terms of volume, investment, by-product upgrading and technological and operational expertise limit the appeal of the process and require a detailed analysis of the economic and commercial viability of any project based on this type of technology.
|
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
9. SAPONIFICATION: CONTINUOUS PROCESS
A number of processes permit the continuous manufacture of neat soap with glycerine recovery. Generally speaking, these processes are based on a system of dosing pumps which continuously supply the saponification reactor with raw materials (fats, soda lye, electrolyte, water) in precisely specified proportions. This stage is followed by counter-current washing and separation (particularly by centrifugation) of the nigre (partly recycled) and the neat soap. These processes are largely fully automated and use vaporisation, pasting and other techniques in an appropriate reactor. The best-known processes are those used by Procter & Gamble, Monsavon, De Laval, Centripure, Mazzoni, Unilever, etc.
Some elements of continuous processes such as counter-current washing or centrifuge separation can be applied to batch processes, to accelerate the production cycles. Similarly, some techniques (pasting, for example) can skip the glycerine recovery stage and constitute interesting alternatives to continuous soap production in developing countries. These processes are tending to supersede the traditional full boiled process.
Continuous processes offer a speedy production cycle (a few hours), a saving of space and energy, and a reduction in loss and in requirements for skilled labour. Generally speaking, however, they are cost-effective only at production rates of 1 t/h or more (> 6,000 t/year), which necessitates a considerable initial investment. Furthermore, they require a high level of expertise in industrial and commercial management.
|
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
10. THE COOLING AND DRYING OF SOAP
Once saponification has been completed, the soap obtained - crude or neat - has to be turned into marketable soap. This is the cooling and drying stage, which gives the end product the required consistency and hardness. Household soap generally contains 25% water (75% fatty acids) whereas toilet soap undergoes forced drying until it contains only 14% or even 12% water (86 to 88% fatty acids).
Crude soap produces a lower-quality, inexpensive soap. This is why it does not usually undergo any drying other than air drying, which is carried out over several days in cooling frames with detachable walls to facilitate frame removal.
Forced cooling and drying are generally used to finish neat soap. Two methods are widely used:
® cooling by passing the soap coming from the kettle or saponification reactor through a series of cooled cylinders; the solidified soap is then removed from the final cylinder in the form of chips which are dried in a chamber or a hot air tunnel;® vacuum spray drying of the liquid soap in an expansion chamber. This alternative allows the liquid soap to be cooled and dried simultaneously until the desired fatty acid concentration has been obtained. Generally speaking, it is tending to supersede other drying methods in modern soap factories.
Forced cooling and drying radically reduce the production cycles. However, they are a costly stage which remains optional. Their relevance depends on the availability and cost of cooling water and energy, and on the possible effect of these costs on the selling prices, bearing in mind the type of soap being marketed and the target clientele.
Depending on the method chosen, toilet soaps require repeated drying in order to meet quality standards. In modern soap factories, household soap generally follows the same circuit as toilet soap, but the drying time is shortened.
|
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
11. FINISHING SOAP
Once dried, the soap obtained in the form of bars, chips, pellets or flakes, depending on the cooling and drying method used, is sent to the finishing line, which gives the soap its final appearance. The following distinction is made:
® household soap, which is generally merely extruded in a plodder* and then cut to the desired size prior to packing;
* Like toilet soap, household soap can - albeit rarely - be passed through a crusher to incorporate any additives, or through a cylinder homogeniser to refine its properties.
® toilet soap, which requires more sophisticated finishing. The soap, in the form of chips, is introduced into a mixer-blender - "amalgamator" - and mixed with additives - dyes, perfumes, fillers, antioxidants etc. The process allows the mixture to be perfectly homogenised and changes the crystalline structure of the soap, which improves its lathering properties. The operation can be repeated if necessary. After blending, the soap is placed in the hopper of a plodder and extruded. The plodder can be of the simplex, duplex or even triplex type (with a single, double or triple screw) to refine and perfect the homogenisation of the soap. The plodder can also work under vacuum to remove trapped air and to complete drying. The extruded soap is then cut, and if necessary moulded, stamped, and packed.
|
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
12. PRODUCTION OPTIONS
There is a wide range of possible configurations for the soap manufacturing line, as summarised in the table below. The main production options are dependent on:
| |
Parameters |
|
1. the raw material resources |
cost, quality and nature of the oils and fats, security of supply, etc. |
|
2. the commercial objectives |
type of soap, target clientele, competition, sales volumes and prices, economic and commercial environment (tariff barriers, fierceness of competition) |
|
3. the operational, economic, and financial constraints |
size of the investment, availability and cost of production factors (water, energy, labour), existence of maintenance workshops, spare parts, access to technical support, quality of management. |
An evaluation of these various parameters is essential because it determines which kind of production facility should be established to meet the company's objectives in terms of:
® production capacity® degree of finishing desired for the end product(s) (high grade against low grade)
® flexibility of production (mass production against production of a wide range of different soaps)
® degree of intervention of the workforce in the manufacturing process/automation.
Equipment suppliers have a range of basic equipment which allows them to design and offer a production line which meets the specific requirements of any soap factory project. The possible options and configurations are many and varied, and range from cottage-industry or semi-rural production units with capacity of 250 kg/h - often containerised - to fully automated units capable of producing up to 10,000 kg/h (i.e. 40 times more).
Figure
|
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
13. GENERAL CONSIDERATIONS FOR MANUFACTURING PROCESSES
Although a somewhat arbitrary statement, it can be said that cold and semi-boiled processes, aiming to produce standard soap likely to meet widespread local demand, should be more suitable for ACP promoters interested first and foremost in penetrating their local markets than the other processes. These processes - using simple and proven technology - are considered more appropriate bearing in mind the isolation and the difficult industrial environment of projects in ACP countries.
Full boiled or continuous processes are designed to produce neat soap for high-grade soaps aimed at a more demanding clientele. These processes are more suitable for production units run by international groups - such as Unilever, Henkel, Colgate Palmolive or Procter & Gamble - which enjoy a brand name and possess considerable management and marketing expertise. Although the full boiled process is proportionately more economical in terms of investment, it takes ± 5 times as much steam as the continuous process, and this places substantial pressure on operating costs. In this respect, continuous processes are tending to supersede full boiled processes, at least for new installations.
The table below compares a few typical consumption figures for the different manufacturing process:
| |
Cold process |
Semi-boiled process |
Full boiled process |
Continuous process |
|
Fats |
600 kg |
600 kg |
660 kg |
660 kg |
|
NaOH (36%) |
220 - 300 kg |
220 - 300 kg |
240 - 330 kg |
240 - 330 kg |
|
NaCl (21%) |
- |
- |
110 - 190 kg |
110 - 190 kg |
|
Crude soap (58%) or |
1,000 kg |
1,000 kg |
1,000 kg |
1,000 kg |
|
Steam |
- |
30 - 40 kg |
800 - 1,000 kg |
100 - 150 kg |
|
Cooling water |
- |
- |
- |
2 - 4 m3 |
|
Electricity |
10 - 30 kWh |
30 - 40 kWh |
2 - 3 kWh |
35 - 45 kWh |
Generally:
· the minimum size of a soap factory (small-scale or semi-industrial) is regarded as ± 250 kg/h for an investment starting at ECU 250,000;· an industrial soap factory is one with a capacity of 500 kg/h or more;
· continuous processes are not considered cost-effective below 1,000 kg/h (investment of 1.5 to 3 million ECU depending on the options chosen for a turnkey soap factory);
· the initial investment ranges from ECU 150 to 500 per tonne of soap per year, depending on the process, the size of the finishing line, the production capacity and potential economies of scale;
· the investment necessary for a production unit with double the capacity (all options being equal) is generally multiplied by a factor of 1.5;
· the installations are never modular, which means that any expansion of capacity needs to be anticipated at the start of the project.
The table below compares the processes on the basis of a number of general criteria. These are merely considerations which generally affect the choice of processes, but which may nevertheless vary from one manufacturer to another.
| |
Cold process |
Semi-boiled process |
Full boiled process |
Continuous process |
|
Typical production capacity |
250 to 1,000 kg/h |
500 to 2,000 kg/h |
500 to > 5,000 kg/h |
> 1,000 kg/h |
|
Type of soap |
low-grade household soap |
standard household soap |
standard to top-grade toilet and laundry soap |
|
|
Flexibility of production |
low |
average |
high |
average |
|
Labour requirement |
high |
high |
high |
low |
|
Investment costs in ECU per tonne per year* |
150 to 250 |
200 to 300 |
250 to 400 |
300 to 500 |
* Very rough estimate, directly linked to the configuration, capacity and production options.
|
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
14. CDI EXPERIENCE IN SOAP FACTORY PROJECTS
Over the last ten years the CDI has been involved in a dozen or so soap-making projects. The assistance given to the promoters has included, in particular:
· assistance with commissioning and local staff training,
· training of staff on the manufacturer's premises,
· identification of projects, pre-feasibility and diagnostic studies,
· technical auditing.
The experience acquired in soap factory projects reveals certain shortcomings. Besides technical and staff training problems, which are generally easy to resolve, it should be stressed that projects are often weak in terms of strategic approach and the analysis of their prospects for economic and commercial viability.
Although the needs of developing countries are in theory enormous and easy to identify, the solvent demand - a result of the purchasing process, leading to the satisfaction of a need - is much more difficult to quantify and often hugely overestimated. This weakness can lead to oversized, over-ambitious production lines which may use inappropriate technology and eventually prove incapable of reaching the desired productivity targets.
The aim of the CDI is to contribute towards the creation and strengthening of companies in ACP countries. It finances technical assistance programmes and fosters long-term co-operation between ACP and EU companies through various forms of action and partnership such as joint ventures, management contracts, marketing agreements, licences, franchises and sub-contracting. The priority, for both parties, is the promotion of small businesses.
|
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
15. IMPLEMENTING A SOAP FACTORY PROJECT
Three types of company, providing different services, are essential for implementing a soap factory project:
| |
Equipment manufacturers |
Outfitters and engineering offices |
Soap makers | |
|
Studies |
| | | |
| |
| |
+ |
+ + + |
| |
|
+ + + |
+ + | |
| |
|
+ + + |
+ + + |
+ |
| |
|
+ + |
+ + |
+ + |
| |
|
+ |
+ + + |
+ |
|
Project |
| | | |
| |
| |
+ + + |
+ + |
| |
|
+ + + |
+ + | |
| |
|
+ + + |
+ + | |
| |
|
+ + |
+ + + |
+ + |
|
Operations |
| | | |
| |
|
+ + + |
+ + |
+ + |
| |
|
+ + | |
+ + + |
| |
|
+ + + |
+ |
+ + |
| |
|
+ + |
+ |
+ + + |
| |
|
+ |
+ + |
+ + + |
|
Partnership |
| | | |
| |
| |
+ + + |
+ + + |
| |
| |
|
+ + + |
| |
| | |
+ + + |
| |
|
+ + + |
+ + |
+ |
* Particularly oil press, oil mill, soap factory and margarine factory.
This technological inventory focuses on identifying a number of manufacturers of soap-making equipment which may be of interest to the ACP countries and have references and experience in developing countries.
|
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
16. EQUIPMENT MANUFACTURERS
Soap-making equipment consists of saponification tanks and the soap finishing line. The tanks and storage vats are generally constructed on site by a local boilermaker from technical specifications (dimensions, plans, type and quality of the metal, etc.) supplied by the manufacturer. Civil engineering, piping, electricity, etc. are usually sub-contracted locally under the supervision of the manufacturer.
Differences in prices, technical specifications and quality can be significant, which makes any comparison or recommendation impossible.
As far as equipment manufacturers are concerned, a distinction should be made between:
® the manufacturers* who specialise in equipment, not specifically for soap-making or who do not offer a full range, such as:
· HUBBES, Lage/Germany: mixers, blenders
· IKA-Maschinenbau, Staufen BW/Germany: mixers, blenders, dispersers
· KAHL, Hamburg/Germany: pelletisers, mixers, dispensers, air dryers
· LEHMANN, Aalen/Germany: crushing rolls
· MARCHANT, London/United Kingdom: crushing rolls, cutters, stampers; and
* Addresses in the annex.
® the manufacturers who offer a full range of soap-making equipment.
Of the latter, let us look at the following firms*
|
|
Company of ± 90 people founded 25 years ago by W. Binacchi, an engineer, and widely recognised in the soap-making world. Full range of equipment for batch or continuous production units ranging from 250 to 6,000 kg/h and capable of providing virtually any type of configuration. Vast experience of fully automated turnkey factories. Offers a wide range of services, from design to execution, and civil engineering. Has a technical department at clients' disposal. Experience of many ACP countries, particularly in Cote d'Ivoire, Ghana, Guinea, Kenya, Nigeria, Madagascar, Malawi, Mauritius, Sudan, Zaire, Zimbabwe, Haiti, Dominica and Papua New Guinea. Supply of equipment for the SOCITO/Togo extension (project assisted by CDI). |
|
|
Company of ± 40 people with vast experience throughout the world. Has a full range of equipment incorporating all potential technological options (saponification processes and forced drying methods) and soap-finishing machinery. The capacity of the installations available ranges from small-scale 250 kg/h containerised turnkey production units (6 units using coconut oil, of which 4 have already been supplied to the Pacific Islands) which are particularly suited to rural areas, up to large-scale fully automated units producing greater than 2 t/h soap for multinationals such as Unilever, Colgate Palmolive, Procter & Gamble and Henkel (75,000 t/year unit in Nigeria for Colgate Palmolive). Experience of virtually all African countries. Provides assistance with commissioning and staff training. Interested in any type of technical partnership. Joint ventures looked at on a case-by-case basis. |
|
|
Company of ± 10 people founded in 1979 by engineers from competitor firms in Busto Arsizio. C.M.S. initially focused on the marketing of fully reconditioned second-hand machines, but quickly added new machinery to its equipment line. Range of equipment for units ranging from 250 to 6,000 kg/h. Finishing lines, laboratory installations, pilot units, etc. Vast experience in Italy and in Europe (Belgium). Units also supplied to Mauritania and Morocco. |
|
|
Installation of turnkey plants based chiefly on the "Saponiflex" continuous process used primarily for top-grade soap and highly automated production runs. |
|
|
Small company specialising in the sale of second-hand installations and equipment, sold at up to 1/3 of the cost of new equipment. The machinery (often decommissioned for commercial policy reasons) is robust and reconditioned. Its efficiency is proven, but rarely guaranteed. Erich Hauff has acquired vast experience in the evaluation of soap-making equipment and of the manufacturers themselves. Involved in all areas of consultancy. Vast experience in Europe and in very many ACP countries. Was involved in a project in Papua New Guinea (intervention financed by CDI), which was not seen through due to a series of difficulties encountered during execution. |
|
|
Company of ± 40 people with a full range of equipment for soap factory installations providing a very large number of desired options. The flexibility and reliability of the equipment is widely acknowledged. Experience throughout the world, particularly in Burkina Faso, Cameroon, the Comoro Islands, the Gambia, Kenya, Mali, Nigeria, Sudan and Trinidad & Tobago. Co-operation agreement with Extraction De Smet/Belgium. |
|
|
The largest manufacturer of soap-making equipment, recognised throughout the world for its vacuum spray dryer. Recently restructured after a difficult period following the departure of its founder. Over 2,100 references in 129 countries. Has 3 subsidiaries in Mexico, India, and Brazil, which makes it easier for Mazzoni to provide maintenance for its equipment and supply spare parts. The group numbers 350 people, including 110 in Italy. Offers one of the most comprehensive ranges of equipment, technology and services, supplying state-of-the-art production units (up to 10 t/h) - chiefly for computer control of operations - for the largest soap factories as well as for small 250 kg/h units. Offers all technologies. Services limited to studies (feasibility, design, installation, technical specifications etc.), support for commissioning, training and technical consultancy. Has a pilot unit which enables it to train customers. Laboratory for the development of new soaps. Does not wish to enter into other forms of partnership for reasons of commercial policy. Contributed to the additional training of HISOAP/Tanzania, an intervention which was financed by CDI. |
|
|
Company of over 100 years old, well-known in the profession. Varied range of equipment to meet most requirements. Some references and experience in Africa (particularly in the supply of equipment to I.C.S./Somalia, a project for which the CDI was approached to provide support and training), Samoa, Australia and the Far East. |
|
|
Company of almost 100 years old. Offers the traditional range of equipment, technologies and services, and can supply virtually any type of installation, from turnkey units (up to 6 t/h, fully automated) down to small-scale production units (300 kg/h). All types of processes and drying methods, finishing lines, glycerol recovery, etc. Laboratory equipment and pilot units. Experience throughout the world, in particular a technical audit of COMINGEM in Zaire, financed by CDI. |
* Addresses in the annex.
|
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
17. TURNKEY SUPPLIERS AND ENGINEERING OFFICES
Turnkey suppliers generally differ from equipment manufacturers insofar as they offer a wider range of services - from studying the project, drawing up the specifications, supervising construction, recruiting staff, through to financial engineering - and may enter more readily into a financial partnership which involves a contribution to capital. Drying and finishing equipment is often subcontracted to manufacturers through a bidding process.
The projects they execute are generally wider in scope and include the installation of oil presses/oil mills, since soap-making is becoming a way of upgrading local oil output and complementing the operations of the oleaginous sector.
Turnkey suppliers and consulting engineers' offices, which often work in the agro-food sector, are numerous and interested in principle in any soap-making project of a reasonable size. Identifying them falls outside the scope of this technological inventory, which is aimed more at small businesses.
However, let us mention the following firms*:
|
|
Large turnkey service (staff of 600) whose main activity is the production of oil mills. Substantial expertise in the processing and preparation of oil, a parameter which is often neglected by soap makers. Has a network of retail engineering and project supervision offices in 17 countries. Recently diversified into parallel sectors, including soap-making. Collaboration agreement with IMSA/Italy for the subcontracting of finishing lines. Has supplied 7 soap factories to date. Provides all ancillary services, from project implementation to the scheduling of courses on soap making. |
|
|
Small turnkey service in the agro-food sector which has adopted a soap-production technology involving the neutralisation of fatty acids, developed by the LOTHOMA soap factory. Technology claimed to be particularly attractive in terms of profitability, especially if there is a local source of fatty acids. Suitable for the enterprising promoter. |
|
|
Consulting engineers, a subsidiary of the Franco-Belgian group SOCFIN which manages several industrial sites in various tropical countries. Handles oil mill/soap factory projects, particularly in Gabon, Congo and Nigeria. Implementation of a 250 kg/h small-scale oil mill/soap factory in Guinea Conakry, based on exploiting the natural palm plantation and ranging from organising the collection of palm kernels to the end product, soap. Experience readily transferable. |
* Addresses in the annex.
|
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
18. THE SOAP MAKERS
Europe has over 600 soap producers grouped together into national federations*. The market is dominated by 4 multinationals who alone control over 95% of the European soap market**. These multinationals are
· Colgate Palmolive (USA)
· Henkel (Germany)
· Procter & Gamble
· (USA) Unilever (UK)
* Addresses in the annex.** It should be noted that in Europe, "hard" soaps are quickly being displaced by soaps in cream or gel form, a market trend which has led to a restructuring of production centres. Hence Unilever now has just one soap factory, and its output has fallen from 40,000 t/year to 25,000 t/year in 5 years. This change in consumption has led to the closure of countless production lines, which then become available for dismantling and possible re-assembly in developing countries.
Through subsidiaries which are more or less independent, they are also present in various ACP countries in which there is strong local and/or sub-regional market potential for high-grade soaps (brand image associated with the name of the soap). Geographical location depends on their global strategy or on the existence of tariff barriers preventing market penetration. Their assistance could be envisaged, provided it is not in competition with their own subsidiaries.
Besides these soap giants who occupy the core of the market, there are a series of (small and medium-sized) soap factories which market soap in more specialised market segments (e.g. soaps for industry, hotels, perfumeries, pharmacies etc. and for export), which should be particularly suitable partners for ACP promoters. These soap factories, which are developing in a somewhat saturated market, could enter into industrial and/or commercial collaboration as a way of diversifying their activities through geographical expansion. They might in theory be interested in:
· management contracts,· assistance with the development and marketing of new products,
· general aid and consultancy (technical assistance, information, contacts),
· other forms of collaboration and partnership (joint ventures, marketing agreements, licensing, franchising, subcontracting etc.).
By way of example, we can mention the following firms*:
|
|
One of Portugal's leading chemical companies, which manufactures and exports soaps (20,000 t/year) and detergents (60,000 t/year), amongst other activities. Commissioning and training support, financed by the CDI, as part of the SOCITO/Togo project. Partnership in Angola and Mozambique. |
|
|
Has all tank saponification technology. Is diversifying into continuous saponification. Three finishing lines. |
|
|
Portuguese producer exporting ± 80% of its liquid soap production to Portuguese-speaking African countries. Joint venture with ALICERCE, Cape Verde, for the execution of a laundry and toilet soap production unit and the transfer of its simple technology. Intervention financed by the CDI. |
|
|
Portuguese soap maker (250 people + oil mill + margarine production unit) with soap production capacity of 50,000 t/year of which ± 90% is exported to ACP countries. Exports to Angola, Cape Verde Islands and Guinea. Experience in technical support and training for a soap factory in Angola. Interested in relocating its soap-making activities and entering into joint-venture agreements for soap production and trading. |
* Addresses in the annex.
Soap makers are still businesspeople who are primarily interested in marketing their own products. The competitive position must be evaluated before any commitment is made, whether they themselves are the exporter or the main supplier of soap to a manufacturer who is the exporter. A further constraint is the fact that the structure of small soap factories, themselves small and medium-sized businesses, does not allow them to second an executive to provide long-term support.
This is why it is not possible in this technological inventory to identify those soap makers likely to be interested in industrial collaboration. Any collaboration of this type must be studied on a case-by-case basis. For information purposes, a list of soap makers (and over 600 are members of professional associations) can be obtained from the different federations*.
* Addresses in the annex.
|
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
19. DEVELOPING A SOAP FACTORY PROJECT
Like any industrial project, a soap factory must, above all, be based on a commercial project which aims to meet demand for soap by marketing products obtained from the conversion of oils and fats (of local origin). This means that before embarking on technical studies, it is essential to carry out preliminary investigations into the following:
® the resources on which the soap factory can rely, particularly - and vitally - a study of the actual availability of oils and fats,® the soap market and the potential for acquiring market shares.
To ensure the success of the project, these investigations must be conducted seriously and realistically, studying both the opportunities and the constraints, and leading to an assessment of the alternatives and a possible contingency plan. The challenge for a soap factory is primarily commercial, and the success of any soap factory project depends, right from the investigation phase, amongst other things on the promoter's expertise in identifying, developing and exploiting the commercial advantages - which will have to be substantial, given that the project will necessarily develop in a difficult context - in relation to the existing competition.
The proposed method for developing a soap factory project, leading on to a feasibility study, is as follows:
|
® |
Description of the current situation and a study of: · the available resources and · the market potential, which should result in the identification of the industrial and commercial opportunities and the drawing up of a corporate project. |
If this stage proves positive:
|
® |
The researching and gathering of data and information with a view to a subsequent feasibility study ascertaining the economic and commercial viability of the project and an execution schedule. The typical content of a feasibility study is given in the annex for information. |
The following sections suggest a checklist of points, parameters and questions which should guide the promoter in their initial investigations and enable them to verify the value of their project and draw up an appropriate project file.
|
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
20. CHECKLIST: RAW MATERIALS
The investigations into the raw materials involve the following:
1. Checking the actual availability of oil and fats to ensure regular and stable supplies in terms of volume, value and quality.2. Extending the investigations to soda and the other raw materials which will have to be imported.
3. Taking into account the following constraints and parameters:
· In volume terms, oils and fats represent ± 2/3 of production capacity, and this necessitates the setting up of substantial logistics (modes of transport, packaging, rotation, buffer stock) which need to be analysed. The same applies to raw materials for import (particularly soda).· Oil and fats suppliers are generally few and far between, and enjoy a quasi-monopoly, which can lead to pressure on prices.
· In projects for the diversification of a press works/oil mill, investigations must study all necessary logistics for the supply of oleaginous products (coconuts, palm kernels, palm nuts) and the additional cost involved in supplying the soap factory.
Key parameters:
* A common mistake is to overestimate the amounts which can actually be supplied by an oil mill involved in other markets and activities.
· price, volume, reliability and packaging of the imports,
· mode of delivery, delivery lead-times and transport cost,
· customs clearance: logistics, lead-times, cost, customs tariffs.
|
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
21. CHECKLIST: THE SOAP MARKET
The investigations into the soap market involve the following:
1. Acquiring a comprehensive knowledge of the market knowledge in terms of:
· statistics: size, value, clientele, segmentation into rural/urban market and monetised/non-monetised market, quantities sold, prices etc.;· the products sold: type of soap (household, toilet, laundry), grade (lathering/detergent properties, consistency, dissolution rate, lather stability), shape, weight, size, colour, perfume, packaging etc.;
· its structure: importer, producer, distributor, wholesaler;
· its operation: customs tariffs, taxation system, usual margins, method of supply, statutory framework etc.;
· its trends: discerning the structural and economic parameters which might eventually alter market prospects.
2. Getting to know the competition, their market shares and their ability to react to a new production run. A distinction should be made between:
· local competition: local producers, production capacity, turnover, market share, type and quality of soaps marketed, assessment of the clientele, distribution circuit etc., and· foreign competition: local importers and foreign producers, the origin of the soaps (Eastern Europe, Southern Europe, Africa and Asia)*.
* Soaps imported from Poland, Italy, Spain, South-east Asia. This competition can be very fierce given that the local market may be part of a wider commercial strategy.
3. Identifying the opportunities and constraints, and the comparative advantages which can be developed** and which can and must be exploited as part of a market penetration and market share acquisition strategy.
** Comparative advantages can be developed at several levels, in particular:
· quality,
· selling price,
· greater attractiveness,
· a better distribution circuit,
· greater regularity of supply or availability of soaps,
· a non-exploited or under-exploited market segment,
· closer proximity of the market or a warehouse,
· a better supply of raw materials,
· better operation of the production unit, etc.
Key parameters:
· Who buys? (man? woman?)
· Where, when, in what quantity and for what purpose do they buy?
· What brand do they buy and why?
* The size of the soap market depends essentially on the proportion of the population living in a true monetised context, whereas the population's purchasing power (which can be estimated from the GDP) influences the type of soap used: low grade versus high grade soap.
|
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
22. CHECKLIST: DATA FOR A FEASIBILITY STUDY
The previous sections should make it possible to identify the resources available to the soap factory and the existing market opportunities, and thus to clarify the corporate project in terms of:
Different data and information will need to be gathered in order to carry out the feasibility study, which will seek the best technical and economic solution in relation to the commercial project and for the upgrading of local resources. This data mainly concerns:
Production:
- saponification of oils and fats?
- neutralisation of fatty acids?
- cold process
- semi-boiled process
- full boiled process
- continuous process
- pasting or lye saponification process
- kg/h
- kg/day
- kg/year
- water (minimum and maximum temperature, hardness)?
- electricity (voltage, frequency)?
- steam production?
- heating fuel?
- labour and skill levels?
Miscellaneous:
- technical
- technological
- management
- commercial
- financial
|
| ||||||||||||||||||||
Soap Production (CDI, 1995, 70 p.)
ANNEXES
ADDRESSES
1. National federations of soap manufacturers
· Association Internationale
de la Savonnerie et de la D�tergence (A.I.S.)
Director: Pierre
Costa
Square Marie-Louise, 49
1040 Brussels, Belgium
Tel: +32 2
2308371
Fax: +32 2 2308288
·
Germany
Industrieverband K�rperpflege- und Waschmittel e.V. (I.K.W.
eV)
Director: Bernd Stroemer
Karlstrasse 21
6000 Frankfurt am Main,
Germany
Tel: +49 69 2561321
Fax: +49 69 237631
Telex: 414299
· Denmark
The
Association of Danish Cosmetics, Toiletries, Soap and Detergent Industries
(S.P.T.)
Director: Elo Hartig
Falkoner All� 53, 4
2000
Frederiksberg, Denmark
Tel: +45 38 881112
Fax: +45 38 882229
· Spain
Asociaci�n
de Fabricantes de Detergentes, Tensioactivos y Productos Afines
(A.D.T.A.)
Director: Luis Erice
Professor Waksmann, 10
28036
Madrid, Spain
Tel: +34 1 5632817
Fax: +34 1 3441584
Telex: via C.P.
27235
·
France
Association des Industries des Savons et des D�tergents
(A.I.S.D.)
Director: P. Miot
118, av. Achille Peretti
92200
Neuilly-sur-Seine, France
Tel: +33 1 47476000
Fax: +33 1 47470751
· United
Kingdom
The Soap and Detergent Industry Association
(S.D.I.A.)
Director: Keith Chesterton
P.O. Box Nr. 9, Hayes Gate
House
Hayes, Middlesex UB4 OJD, United Kingdom
Tel: +44 181
5737992
Fax: +44 181 5615077
Telex: via P&G 936310
·
Greece
Association of the Greek Industry of Detergents & Soaps
(SEVAS)
Director: Theo Michaelides
Vervenon 16, Ampelokipi
115 27
Athens, Greece
Tel: +30 1 7754066
Fax: via Lever +30 1 7710746
Telex:
via Lever 215668
· Ireland
Irish
Detergent & Allied Products Association (I.D.A.P.A.)
Director: D.C.
Reynolds
1, Kincora Road, Clontarf
Dublin 3, Ireland
Tel: +353 1 337681
or +353 1 742034 ext. 301
Fax: +353 1 742580
·
Italy
Associazione Nazionale Fabbricanti Prodotti per la Casa
(Assocasa) -
Gruppo detergenti e Prodotti Affini
Director: F.
Pedilarco
Via Accademia, 33
20132 Milano, Italy
Tel: +39 2
26810235(79)
Fax: +39 2 26810320
Telex: 332488
·
Netherlands
Nederlandse Vereniging van Zeepfabrikanten
(N.V.Z.)
Director: J.W. van Hoogstraten
Waterigeweg, 31
3703 CM
Zeist, Netherlands
Tel: +31 3404 21880
Fax: +31 3404 19394
·
Portugal
Associa�ao dos Industriais de Saobes, Detergentes e Produtos
de Conserva�ao e Limpeza (A.I.S.D.C.L.)
Director: F. Calado
Rue Rosa
Ara�jo, 49-B, 2°
1200 Lisboa, Portugal
Tel: +351 1 570043
Fax:
+351 1 577959
Telex: 64627
2. Equipment suppliers
· Binacchi
Director:
F. Binacchi
via Gramsci 84
21045 Gazzada-Schianno, Italy
Tel: +0332
461354
Fax: +0332 464218
Telex: 380433
· Britannia Soap
Machinery
Sales Director for Africa: M.D. Hallums
Battle Road,
Heathfield, Newton Abbot
Devon TQ12 6XT, United Kingdom
Tel: +44 1626
833905
Fax: +44 1626 834661
Telex: 42577
· Construzioni Meccaniche
Solbiatesi (C.M.S. srl)
Directors: G. Tovaglieri and M. Ghioldi
Via
Venezia, 5
21058 Solbiate Olona, Italy
Tel: +0331 640423
Fax: +0331
64328
· Eirich
Director: Mr
Winling
Walld�rner Stra�e 50
Postfach 1160
6969 Hardheim,
Germany
Tel: +49 62 83510
Fax: +49 62 8351325
Telex: 466 425
· Erich
Hauff
Directors: M. Werner and C. Werner
Postfach 152
7812 Bad
Krozingen, Germany
Tel: +49 76 671383
Fax: +49 76 676954
Telex: 17 7667
30
· Hubbes
Maschinenbau
Postfach 14/48
4937 Lage, Lippe, Germany
Tel: +4952
3261015
Fax: +4952 3264992
· Ika
Maschinenbau
Director: Ren� Stiegelmann
Postfach 1165,
Janke-und-Kunkel Stra�e, 10
7813 Staufen, Germany
Tel: +49 76
338030
Fax: +49 76 337219
Tel: +49 76 338030
· Impianti Macchine Sapone
Affini srl (IMSA)
Director for Africa: Mr Lualdi
P.O. Box 401, Via
Gorizia 13
21052 Busto Arsizio, Italy
Tel: +39 331 63 63 13
Fax: +39
331 62 04 44
Telex: 32 45 62
· Kahl
Nachf
Dieselstrasse 5-9,
Postfach 1246 D-2057 Reinbek bei Hamburg,
Germany
Tel: +49 40 72771100
Fax: +49 40 72771100
· Merchant
Engineers
Director: D.R. Palmer
Newton House, 58-62, Verney
Road,
London SE16 3DL, United Kingdom
Tel: +44 171 2375171 ext. 23
Fax:
+44 171 2523067
Telex: 885878
· Mazzoni L.B.
spa
Sales Manager: G.P. Comerio
Viale Trentino 10/12
P.O. Box
421
21052 Busto Arsizio (VA), Italy
Tel: +39 331 684064
Fax: +39 331
684511
Telex: 330576
· Meccaniche Moderne,
Chemical Plants Division
Corso Sempione, 32
PO Box 388
Busto
Arsizio, Italy
Tel: +0331 629145 631012
Telex: 330617
· Weber und
Seel�nder
Postfach 1520
Braunschweiger Tor 17
3330 Helmstedt,
Germany
Tel: +05351 7095
Fax: +05351 40225
Telex: 95538 sela d
3. Turnkey services and engineering offices
· Extraction De
Smet
Oleochemicals Department Manager: M. Gheorghiu
Prins
Baudewijnlaan, 265
2520 Edegem, Belgium
Tel: +32 3 4494240
Fax: +32 3
449420
Telex: 31824/72510
· Socfinco
Head of the
Industrial Division: R. Latger
Place du champ de mars, 2
1050 Brussels,
Belgium
Tel: +32 2 5116570
Fax: +32 2 5137878
Telex: 26353
· Oil and Soap Technology
(O.S.T.)
Director: Mr Hadid
Square Marguerite, 14
1040 Brussels,
Belgium
Tel: +32 2 7339640
Fax: +32 2 7339649
4. Soap factories
· Quimigal
Av. Infante
Santo, 34
1300 Lisboa, Portugal
Tel: +351 606161 664657
Telex:
12301-12426
· Savosul
Avenida
Infante Santo, 54
1300 Lisboa, Portugal
Tel: +351 9240600 -
9241282
Fax: +351 19148881
Telex: 63660
· Sociedade Nacional de
Saboes Lda (S.N.S.)
Director: A. Mendes
rue de Marvila, 151
1900
Lisboa, Portugal
Tel: +351 8581571
Fax: +351 8583407
Telex:
12270
TYPICAL CONTENT OF A FEASIBILITY STUDY
1. Historical context of the project
2. Size of the market
3. Production unit capacity
4. Availability of raw materials and factors of production
5. Location and site
6. Organisation, method of operation and labour requirements
7. Legal aspects
8. Technical aspects of the project
· Plan of the unit
· Technology selected and equipment necessary
· Description and scheduling of production works
9. Economic and financial evaluation
· Investment cost:
land and civil engineering
technology and equipment
establishment costs
working capital
· Project financing
capital
loan capital (medium and long term)
· 5-year (minimum) production and sales programme· Estimated income statement
Sales
Operating costs (production costs + overheads + sales and distribution expenses)
Interest
Depreciation
· Economic evaluation
sales analysis
cost analysis
cash-flow analysis
net present value
internal rate of return
repayment period
break-even point analysis
sensitivity analysis
10. Conclusions
· Advantages and opportunities
· Weaknesses and constraints
· Economic and commercial viability
|
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
23. SERVICES OFFERED BY THE CDI
THE CENTRE FOR THE DEVELOPMENT OF INDUSTRY - CDI
The Centre for the Development of Industry (CDI) is a joint ACP-EU institution financed by the European Development Fund (EDF), under the provisions of the Lom� Convention concluded between the European Union (EU) and the 70 ACP countries (African, Caribbean and Pacific).
It aims to facilitate and support the setting-up, expansion or restructuring of ACP industrial projects through preferably long lasting ties of cooperation between SMIs in ACP countries and businesses within the EU. Those partnerships may be joint ventures, license and franchising agreements, subcontracting agreements, etc.
Advice and financing of technical assistance at the different stages of a project:
1. At the planning and assessment stage
- Assessment of initial proposals (projects submitted by ACP entrepreneurs or proposals from EU firms).- Search for EU or ACP partners.
- Contribution to travel expenses for the purposes of direct contact between potential partners.
- Feasibility studies.
- Market surveys or studies of development potential in promising sectors.
- Diagnostic studies for the rehabilitation, diversification, privatisation or expansion of existing ACP businesses.
2. At the organisational stage
- Assistance with drawing up a financial package and presenting it to the finance institutions.- Advice on matters of technology and equipment and valuation of second-hand equipment.
- Assistance with partnership negotiations and contracts for the purchase of industrial equipment.
- In-plant inspection of the chosen equipment.
- Inspection of the equipment on delivery.
- Supervision of delivery procedures.
3. At the start-up and development stage
- Technical assistance for start-up.- Management support.
- Technical training for staff and management.
- Export aid: for improving the product and its presentation, marketing, exhibiting at trade fairs, designing advertising material, etc.
- Sourcing industrial information of various kinds.
4. Other services
- Organisation of ACP-EU inter-professional meetings.- Technical publications.
Procedure and requirements
- The CDI deals directly with businesses and industrialists without passing through any official body.- ACP companies can get in contact through the local CDI antenna in any of the 70 ACP States (for a full list of addresses, contact the CDI office in Brussels).
- European businesses can make contact via one of the organisations in the CDI's network of EL) partner institutions (for a full list of addresses, contact the CDI office in Brussels).
- Any company may also contact the CDI office in Brussels directly.
- Basic data for assessment of projects to be furnished according to the CDI's standard forms.
Timescale
The CDI takes a decision within 2 months of presentation of a complete file.
Cost of the services
As a general principle, beneficiary promoters/enterprises should contribute at least one-third of the total cost of the technical assistance programme decided, whereas the CDI provides the remainder from its own or related resources with the EU institutions which are members of the network as a subsidy.
Limits
The CDI's financial contribution shall not exceed ECU 150,000 per beneficiary per year. Cumulated contributions over time to the same project/enterprise must not exceed ECU 300,000 and must not exceed 20% of total investment, except where pilot projects are concerned.
CDI
Centre for the Development of Industry
Avenue
Herrmann Debroux, 52
B - 1160 BRUSSELS
BELGIUM
Tel. +32 2 679 18
11
Fax +32 2 675 26 03
Telex 61427 cdi
b
|
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
OTHER TITLES
"Technologies"
· 1 - Briquetting of vegetal residues
· 2 - Valorisation of phosphate in Africa
volume 1: phosphate fertiliser production
volume 2: phosphoric acid production
· 3 - Soap production
· 4 - Paint production
· 5 - Compressed earth blocks: production equipment
"Contracts and partnerships"
· 1 - Purchasing industrial equipment
· 2 - Setting up in ACP countries
"Tax and business"
· 1 - Zimbabwe
"Project evaluation and financing"
· 1 - Financial resources for industrial projects in ACP countries
· 2 - FINAN Manual
· 3 - Facilities and instruments for industrial cooperation
"Export development"
· 1 - Exporting sea products
|
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
BACK COVER
Soap production is of great interest to entrepreneurs in the ACP countries because, by upgrading local resources, it can satisfy existing regional demand. Soap production also complements oleaginous production lines if the soap factory is downstream of an existing oil mill. This kind of project can start on a modest basis - virtually on a cottage-industry scale - and a full range of small industrial equipment is available which is suited to the needs and circumstances of these countries.
In straightforward and practical terms, this guide presents the
key parameters that should be taken into account for soap factory projects, from
raw materials through to the various production processes. Checklists are
provided which should facilitate feasibility studies and market studies, as well
as a list of consultancy bureaux, equipment manufacturers and potential partners
with excellent
references.