


Dehulling (removal of the pericarp)
Traditional methods
Traditional methods are time-consuming and arduous. In most traditional processes, the grain is dampened and dehulled by hand pounding in a mortar and pestle. There are local variations in this process, though common steps are:
Moisten a quantity of grain in an excess of water for about 10 minutes;
Drain off water, add grain to mortar and pound to abrade grains against each other;
Winnow off separated pericarp;
Moisten grain again with a few handfuls of water;
Repeat pounding;
Winnow off separated pericarp;
Sun dry the grain.
The time required for dehulling depends on the skill of the operator and the variety. Typical times for dehulling would be 15 kg in 1 hour.
Machine dehulling
In recent years, the dehulling of sorghum has been successfully mechanised through the adaptation of carborundum disc barley pearling machines (Reichert, 1982). These machines dehull and debran with a single pass through the machine. The design is illustrated below in Figure 2.
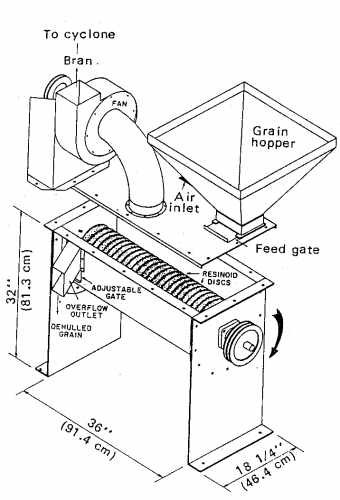
Figure 2: Typical carborundum stone type sorghum dehuller (after Reichert 1982)
Bran is separated by fan aspiration as the grain revolves between the abrasive disks. The extent of dehulling depends on the size, moisture content and hardness of the grain, the dwell time in the machine and the speed and surface characteristics of the carborundum disk. Hard varieties can yield a pearled sorghum product similar to rice, whereas soft floury endosperm varieties can shatter in the machine producing a coarse flour. Bran removed from the dehulling can be used as an animal feed.
However, abrasive disc dehulling has not found universal acceptance in developing countries. Problems have occurred due to limited technical and entrepreneurial skills of the operators, limited support from the manufacturers and difficulties in obtaining foreign exchange for the purchase of spare parts. Nevertheless in Botswana, where sorghum is the national grain, dehulling has been readily accepted by the small-scale private miller.
Traditional milling is by pounding sorghum grain in a mortar and pestle or stone grinding. The whole grain is thus converted to a wholemeal flour. This is the most arduous task of milling grains. To pound 15 kg of sorghum grain to a flour may take 3-5 hours. At rural level the sieving of flours to produce flour grains of specific particle size for specific culinary uses has yet to be introduced. In some parts of the world e.g. the Sudan, sorghum may be wet-ground by rubbing soaked grain between two stones until a fine paste is produced. This paste is used directly or left to ferment.
Machine grinding
Hammer mills
Power driven hammer mills are becoming increasingly available and offer options for reducing grain to a flour. These are:
take the cleaned grain directly to a hammer mill;
dehull at home and then hammer mill;
dehull and debran the grain in a mechanical abrasive disc dehuller and grind the grain to a flour by hammer mill, plate mill, stone mill or roller mill.
In rural Zimbabwe the relative charges for dehulling and milling are approximately equal. The charge for dehulling 12 kg sorghum was Z$ 4. Charge for milling dehulled grain to flour was Z$ 4 . In this case the miller kept the bran for sale as animal feed. Alternatively the charge for milling whole grain was Z$ 6 per 12 kg (Wood and Thomson, 1997)
Roller milling
Sorghum can be roller-milled if the variety has the desirable qualities for pericarp / bran removal, though the efficiency of bran separation from the grain is lower than that for wheat due to its different physiological structure. It is difficult to obtain a clean separation of white endosperm from the bran fraction and the final flour has a speckled appearance. Soft endosperm varieties can easily shatter in a roller mill producing a wholemeal flour with fine bran which may be difficult to remove by sieving (Hulse et al 1980). A milling process involving the friction decortication of sorghum followed by roller milling has been developed in Denmark. If the raw material is properly conditioned, the process produces more or less intact sorghum endosperm (grits) and embryo removal.
In another research development of the roller milling process, grains are soaked to a moisture content of 20-27 percentage before roller milling. This semi-wet process appears to have considerable advantage especially in milling high tannin sorghums, but extraction rates of flours are lower than commercially acceptable in milling low-tannin varieties (Munck, 1995).
Wet milling for starch extraction
Starch can be extracted from sorghum by wet milling. The process is similar to that for starch extraction from maize and is illustrated in Fig 3 (Watson, 1970). The pigments of sorghum may discolour the final starch, and to prevent this low-tannin sorghums without testa are preferred.
In developing countries, almost all sorghum is harvested by hand. The panicle is cut from the standing stalk at about 16-20 percentage moisture content, and the stalks left for animals to graze the best of the residual leaf material. In other communities, the stalks are cut and stored for use as dry season animal fodder, or for house thatching and fencing. Late harvesting can lead to spontaneous shedding of the grain from the panicles resulting in significant losses and grain deterioration due to rapid changes in temperature and humidity.
In the USA, Australia and Argentina where dwarf hybrids are popular, the sorghum grain is threshed from the standing stalks by combine harvester. Grain with up to 25 percentage moisture content can be harvested, but requires careful drying before storage.
The bulk density of sorghum grain at 520-720 kg/cu.m. is similar to that of maize and hence transport costs will be comparable for any particular type of consignment - bag or bulk.
In rural Africa, threshing involves beating the dried sorghum panicles with sticks on the ground or in sacks, or using a mortar and pestle. Grain is separated from dirt and chaff by winnowing. The time required for threshing depends on variety, the degree of dryness of the grain, and the method of threshing. In some places in India, a common practice for threshing the grain is to place it on the road for vehicles to run over. It has been recorded that 2-4 ha of grain (approx. 1-2 tons) can be threshed on the road in one day by a few people. Normally about 35 labourers are required to thresh about one half hectare (300-400 kg).
General guidelines for improved threshing efficiency and yield at rural level:
To reduce the amount of winnowing, thresh the panicles on mats, adobe or cement blocks, not on sand, gravel or stones;
Thresh early to reduce field exposure to birds, rats, etc. (ensure that the moisture content is low enough);
Maximum moisture content of the grain before storage should be 10-12 percentage;
Vitreous, flinty-starch type sorghums should be threshed early to reduce the number of broken grains.
The grain may be stored as unthreshed panicles or threshed before storage. Both storage methods are practised, but small-scale producers tend to store the grains unthreshed.
In many developing countries, motorised threshers have found mixed acceptability due to breakage of softer varieties of grain, problems of machine maintenance, and availability of spare parts. They operate by passing the grain-bearing panicles between a moving rotor and a fixed metal plate. The loosened grains and panicle fibres are separated in a forced air current.
Where farms are sufficiently large, threshing can be achieved using mechanical combines at the time of harvest (Vogell and Graham, 1979).
The moisture level of sorghum must be reduced to a safe level (10-12 percentage) before storage.
The reasons are:
To prevent mould growth (and thus the possibility of mycotoxin development by a range of storage fungi - especially Aspergillus flavus - which can, under appropriate storage and field conditions, produce carcinogenic aflatoxins);
To reduce the likelihood of insect attack;
To prevent grain germination.
For all stored products, the maximum "safe" moisture content for storage is that which is in equilibrium with 70 percentage RH, but lower levels (in equilibrium with 65 percentage RH) are advisable if quality loss is to be minimised (Mc Farlane et al., 1995).
During storage the moisture content of the grain will equilibrate to a level which equates with the vapour pressure deficit (which is a function of relative humidity and temperature). Moulds develop if the moisture content is above 15 percentage and the temperature above 24_C.
Field drying: In many semi-arid areas, the traditional varieties tend to ripen after the rainy season and dry satisfactorily on the panicle. The most common method is to stack bundles of panicles in the field and allow them to dry in the sun. Grain on the panicles or as threshed grain should be kept off the ground on raised platforms, mats, or trays whilst it is being dried. Many insects will walk away from grain spread in the sun or aree killed if the temperature of the grain is high.
The time taken for sun drying of threshed grains depends on the ambient temperature, relative humidity, depth of grain, bulk density and the frequency of turnover. In India, on a mud floor, sorghum grain in a layer of 20-mm depth can be dried from 16 percentage to 9 percentage moisture in one day. Drying requires 12 man-hours of labour for spreading and turning the grain (Giresh et al 1990). In a study on the drying of sorghum in the shade, the moisture content of the grain was reduced from 32 percentage to 13 percentage in 24 hours at a daytime temperature of 29_C.
In developing countries, the sorghum grain is sun dried on the panicle, and/or after threshing. When the economies of scale permit, sorghum grain may be dried by warm forced air. Drying temperatures and flow rates will depend upon the design of the drier and the relative humidity of the incoming air (Table 3)( McFarlane et al., 1995).
Table 3. Three principal systems for mechanical drying of sorghum grain
Drying with unheated air forced through a drying bin |
Air drying with supplementary heat when the ambient RH is greater than 75% |
Heated air drying |
Lowest investment
Relatively ineffective in wet weather or if RH is >75%. Recommended airflow rates: 0.02 cu.m/sec per cu.m sorghum at 14% moisture content (wet basis) up to 0.04 cu.m/sec per cu.m. sorghum at 20% moisture content to provide the most economic drying. |
Heat generated from oil, gas or electric heaters during prolonged cold and wet weather. Drying temperatures should not exceed 40_C. Drying times shorter than unheated air reducing risk of mould growth. |
Batch or continuous systems using constantly heated air. Relatively sophisticated high investment costs. Typical airflows in the range 0.5-1.5 cu.m/sec per cu.m. of sorghum for batch drying and 1.5-2.5 cu.m/sec per cu.m sorghum for continuous dryers. Short drying times. |
In traditional systems, grain cleaning is achieved by winnowing (to remove the low density material such as leaf and stalk), while washing in water will remove most dust and stones. In mechanised systems, forced air (aspiration) is used to remove low density material, while most stones, dust and other material is removed as the grain passes over a series of screens. Ferrous metal should be removed by a permanent magnet placed in the flow path of the grain.
Bags used for sorghum can be made of jute, cotton, woven polypropylene or multi-layer paper. Woven polypropylene bags are light in weight, low cost and permit aeration. Their disadvantage is that hooks can irreparably damage the bags, they have a slippery surface and can be difficult to stack.
Sacks are often re-used and care should be taken to prevent reinfestation of clean grain by boiling sacks in water and thorough drying.
The goal of good storage is to be able to deliver grain from store in good quality and with no loss in quantity. This is achieved by preventing the deterioration caused by:
Adverse climatic conditions;
Contamination by extraneous material;
Grain germination; and
Pest infestation.
Ensuring that the storage environment is clean and tidy and in a good state of repair, makes a major contribution to the quality control during storage, but it is insufficient to prevent losses by pests.
Since the introduction of high-yielding varieties, there has been a noticeable shift in the requirements to upgrade storage practices at both the rural and the commercial level. Traditional varieties tend to be resistant to insect damage whereas the hybrids are considerably more vulnerable. This difference in storage stability has raised the profile for appropriate methods for insect control in stored sorghum.
Sorghum can be stored on the panicle or as a threshed grain. At the household level, sorghum grains are kept in a variety of stores for day to day food needs, seed, sale and as insurance against the risk of periodic grain shortages. Where containers are open to air movement, such as open-walled wooded cribs, the panicles may be put in store at 15-16 percentage moisture content. Low relative humidity after harvest ensures that the grain continues to dry while in store. This figure is well above the 12 percentage moisture threshold for safe storage of threshed grain.
Storing grain on the panicle reduces the vulnerability of traditional varieties to pest and mould damage, but takes up a larger space in storage, and unthreshed grain is difficult to protect with insecticides.
Locally available materials used for storage structures include soil from termite mounds, wood, plant stalks, straw, bricks and cement. Forest products for store construction and insect control are becoming increasingly scarce as the demand for wood for fuel and construction timber increases. At the same time skills to build granaries from local materials are disappearing as young men leave villages for work in urban areas.
Common forms of storage include jute bags, metal drums and bins, baskets, underground pits, clay pots and bins of stone or mud plaster. If grain is required for seed it is often dried on the panicle. The advantages and disadvantages of different methods of storage are summarised in Table 4.
Table 4. The advantages and disadvantages of different methods of storage
Method of storage |
Advantages and disadvantages |
Jute bags |
When kept on raised platforms they allow air movement through the grain and can be repaired and re-used.
|
Metal drums, bins and clay pots |
Can be hermetically sealed, long life if shaded from direct sunlight. Good protection from external pest attack.
|
Baskets woven from stalks and plastered with mud / cow dung. |
Large quantities stored at low cost - this is the most common storage method used by small-scale producers
|
Underground pits. Walls usually heated with fire and lined with straw, brick or cement. Sealed with a straw/mud plug. |
Large quantities stored at low cost; relatively secure from theft.
|
Bulk silos or granaries |
Steel, aluminium or concrete structure built to heights of 30-50m. Heat transfer from corrugated sheets is less than from plain sheets. Plain sheets are preferred for areas with wide diurnal variations in temperature. Effective for centralised storage and distribution.
|
Traditional storage systems are well suited to their environments and the varieties of grain being stored. Losses are generally low, below 5 percentage of grain weight over a season. In India, local sorghum varieties show weight losses of 1 to 2 percentage after 12 months storage, compared with up to 30 percentage for hybrid varieties. Early workers confused percentage damaged grains with weight loss and reported losses exceeding 30 percentage in some countries.
Storage treatment practices must be effective whether at the level of rural crib, underground pit or concrete silo. For effective sorghum storage, the following items should be assessed:
Type / variety of grain;
Post-harvest handling methods (threshing, drying, transport) and constraints;
Advantages and disadvantages of traditional storage methods;
causes, extent and value of storage losses;
What the farmer is doing to minimise the loss;
Why the farmer is storing, and future expectations;
available, appropriate methods of storage loss reduction;
The cost and benefits of existing, and alternative methods of loss reduction, taking account of cash, material, labour inputs and anticipated market prices.