Indice
- ![]() Precedente - Siguiente
Precedente - Siguiente![]()
Generalidades
Las puzolanas son materiales naturales o artificiales que contienen s�lice y/o al�mina. No son cementosas en si, pero cuando son molidos finamente y mezcladas con cal, la mezcla fraguar� y endurecer� a temperaturas normales en presencia de apara, como el cemento.
Las puzolanas pueden reemplazar de 15 a 40% del cemento portland sin reducir significativamente la resistencia del concreto.
La mayor�a de materiales puzolanicos descritos aqu� son subproductos de procesos industriales o agr�colas, que son producidos en grandes cantidades, constituyendo un problema de desperdicio, si permanecen sin utilizar. Incluso si no hubiera otros beneficios, s�lo este aspecto justificar�a un incremento del empleo de estos materiales. Comparado con la producci�n y empleo del cemento portland, estos materiales contribuyen a ahorrar costos y energ�as, ayudan a reducir la contaminaci�n ambiental y, en la mayor�a de los casos, mejoran la calidad del producto final.
Tipos de Puzolanas
• B�sicamente hay dos tipos de puzolana, llamadas puzolanas naturales y artificiales.
• Las puzolanas naturales esencialmente son cenizas volc�nicas de actividades volc�nicas geol�gicamente recientes.
• Las puzolanas artificiales son el resultado de diversos procesos industriales y agr�colas, generalmente como subproductos. Las puzolanas artificiales m�s importantes son arcilla cocida, cenizas de combustible pulverizado (pfa), escoria de altos hornos granulada y molida (ggbfs) y ceniza de cascara de arroz (RHA).
Cenizas Volc�nicas
• La primera puzolana natural empleada en construcciones fue la ceniza volc�nica del Monte Vesubio (Italia), encontrada cerca de la ciudad Pozzuoli, que le dio el nombre.
• Aunque los compuestos qu�micos son similares, el material vidrioso formado por el lanzamiento violento de la magna fundida en la atm�sfera es m�s reactiva con la cal, que la ceniza volc�nica formada por erupciones menos violentas.
• La generaci�n de puzolanas naturales adecuadas est�, por lo tanto, limitada a solo a algunas regiones del mundo.
• Las buenas puzolanas a menudo se encuentran como cenizas finas, pero tambi�n en forma de grandes part�culas o tufos (ceniza volc�nica solidificada), que deben ser triturados para emplearse como puzolana. Sin embargo, la calidad de dichas puzolanas puede variar grandemente, incluso dentro de un mismo dep�sito.
• Las puzolanas naturales son empleadas igual que las puzolanas artificiales
Arcilla Cocida
• Cuando los suelos arcillosos son horneados, las mol�culas de agua se liberan, formando un material cuasi-amorfo reactivo con la cal. Esto tambi�n es cierto para los esquistos y suelos later�ticos y baux�ticos. Tal hecho fue descubierto en la antig�edad y las primeras puzolanas artificiales fueron hechas de piezas de alfarer�a molidas, una tecnolog�a tradicional que a�n es ampliamente practicada en el subcontinente de la India, Indonesia y Egipto, empleando ladrillos poco cocidos o defectuoso. (En India se le llama �surkhi�, en Indonesia �semen merah� y en Egipto �homra�).
• Alternativamente, tal como se inform� en un proyecto de la India, los suelos que contienen muy poca arcilla y demasiada arena para fabricar ladrillos, se cortan y se extraen en bloques formando pozos circulares. Luego los bloques son regresados a los pozos, junto con capas alternas de le�a. El residuo obtenido al quemarlo es muy desmenusable y no necesita pulverizaci�n. Este se empleo como mortero para mamposter�a s�lo a�adi�ndolo en la pasta de cal y mezcl�ndolo, sin arena ni cemento (Bibl. 05.10).
• Una t�cnica similar procede de Java, Indonesia, en donde los bloques de arcilla son quemados en un horno tradicional, desintegrados, cribados y empleados con cal y arena y a veces tambi�n con cemento (Bibl. 05.11).
• La calidad de estos m�todos tradicionales son muy variables, pero se han desarrollado mejores m�todos de calcinaci�n para producir puzolanas de mayor calidad y uniformidad.
• La ilustraci�n muestra un horno de eje vertical (despu�s de Thatte y Patel) desarrollado en la India. La alimentaci�n consta de una mezcla de terrones de arcilla de 50 a 100 mm de tama�o y residuos de carb�n de piedra (48% de ceniza, 31% de carb�n estable, y 20% de vol�tiles). La calcinaci�n se realiza ha 700�C durante tres horas, siendo la temperatura regulada por termopares y controlada por un ventilador de aire y el ingreso de la alimentaci�n. La capacidad es de 10 toneladas por d�a. La National Buildings Organization, Nueva Delhi, desarrollo el proceso de lecho licuado, por la arcilla alimentada es calcinada en pocos minutos, obteniendo as� grandes rendimientos en un proceso continuo (Bibl. 08.07).
Ilustraci�n
Ceniza de Combustible Pulverizado (Ceniza Volante)
• Comparando los procesos de producci�n de ceniza de combustible pulverizado (pfa), m�s conocida como ceniza volante, y de cemento portland, ordinario (OPC), queda claro por que raz�n la pfa puede emplearse como sustituto parcial de �ste �ltimo.
• El carb�n de piedra finamente molido es inyectado a gran velocidad con un chorro de aire caliente (aproximadamente. 1500�C) en un horno en las estaciones de generaci�n de electricidad. El contenido carb�nico se quema instant�neamente, y la materia restante (que comprende s�lice, al�mina y oxido de hierro) se funde en suspensi�n, formando finas part�culas esf�ricas por el r�pido enfriamiento mientras son llevados por los gases de combusti�n.
• En la producci�n de OPC, la piedra caliza y la arcilla, finamente molidas y mezcladas, son alimentadas en un horno giratorio inclinado, en el cual se forma clinker a 1400�C. El clinker enfriado se muele finamente y se mezcla con yeso para producir OPC.
• Dependiendo del tipo de carb�n de piedra, la pfa contiene diversas proporciones de cal, la pfa de poca cal es puzol�nica y la pfa con mucha cal tiene propiedades cementosas en si misma Igual que en otras puzolanas, la cal liberada por la hidrataci�n del OPC se combina con la pfa para actuar como un material cementoso.
• Las part�culas esf�ricas, huecas, vidriosas de pfa tienen la misma finura que el OPC, por lo que no es necesaria una mayor molida. La adici�n de pfa genera un concreto fresco m�s trabajable (probablemente debido al efecto de cojinete de bolas de las part�culas esf�ricas) y homog�neo (dispersando el cemento y distribuyendo uniformemente el agua).
Otras ventajas de emplear la pfa son:
• Con el incremento del tiempo, se desarrollan mayores resistencias que el concreto sin pfa.
• La pfa no influye negativamente el comportamiento estructural de las piezas de concreto.
• Comparada con el concreto de OPC, el concreto de pfa es m�s liviano, menos permeable (debido a su compactaci�n m�s densa) y con un mejor acabado
• El concreto de pfa es adem�s m�s resistente al ataque del sulfato y a la reacci�n silice-�lcali.
• Los concretos en los cuales se reemplaza entre 35 a 50% del paso de OPC por pfa han mostrado comportamientos satisfactorios.
• Los �ridos derivados de la ceniza vol�til muestran una excelente adhesi�n en concretos de pfa, contribuyendo favorablemente a su comportamiento y durabilidad.
Concreto de Cemento Portland Ordinario Fresco
Disperci�n de los Granos de Cemento A�adiendo pfa
Escoria de Alto Horno Granulada Molida
• La escoria de alto horno es un material fundido que se asienta sobre el lingote de arrabio en la parte inferior del horno. Esta es producida por los diversos componentes en el horno cuando se llega a los 1400� a 1600�C.
• Un enfriamiento lento de la escoria genera un material cristalino, empleado con �rido Un r�pido enfriamiento con aire o agua bajo presi�n forma pelotillas vidriosas (escoria expendida > 4 mm., adecuado con �rido ligero) y gr�nulos menores de 4 mm., que poseen propiedades hidr�ulicas cuando se muelen finamente.
• La escoria triturada se mezcla con OPC para producir cemento portland, de alto horno (PBFC), en el que el contenido de escoria puede llegar al 80%. Sin embargo, ya que el PBFC es m�s lento para reaccionar que el OPC, la reactividad se reduce a mayor porcentaje de escoria.
• Aunque la resistencia temprana de los concretos de PBFC generalmente es menor que de los concretos de OPC, es probable que la resistencia final sea mayor. La m�s lenta reactividad del PBFC genera menos calor y puede ser ventajoso en donde el agrietamiento t�rmico es un problema.
• Adem�s de hacer m�s trabajable el concreto fresco, el PBFC tiene gran resistencia al ataque qu�mico y su capacidad de proteger el refuerzo de acero la hace adecuada para emplear en concretos reforzados y pretensado.
Ilustraci�n
Ceniza de C�scara de Arroz
• La combusti�n de los residuos agr�colas elimina la materia org�nica y, en la mayor�a de los casos, produce una ceniza rica en s�lice. De los residuos agr�colas comunes, las cascaras de arroz producen la ceniza de mayor cantidad (tambi�n llamado horno Paddy) - alrededor del 20% del peso - que tambi�n tiene el mayor contenido de s�lice - alrededor del 93% del peso. Es su gran contenido de s�lice lo que le da a la ceniza sus propiedades puzol�nicas.
• Sin embargo, s�lo la s�lice amorfa (no cristalino) posee estas propiedades, es por esta raz�n que la temperatura y duraci�n de la combusti�n son importantes en la producci�n de la ceniza de c�scara de arroz (RHA). La s�lice amorfa se obtiene quemando la ceniza a una temperatura menor de 700�C. Una combusti�n sin control de las cascaras de arroz, ejem. cuando son usadas como combustible o quemada en un mont�n, generalmente a temperaturas mayores de 800�C, genera la cristalizaci�n de la s�lice, que es menos reactiva.
• El incinerador que se ilustra, desarrollado primero por el Pakistan Council of Scientific and Industrial Research (PCSIR) y mejorado por el Cement Research Institute de la India (CRI), es fabricado con ladrillos con muchas aberturas para permitir un buen flujo de aire a la masa de c�scara de arroz. La superficie interior es cubierta con una malla de alambre fino calibre 16. Las cascaras son introducidas por la parte superior y la ceniza se retira por la puerta de descarga inferior. Un pir�metro regula la temperatura, que puede ser controlada tapando o abriendo los orificios, manteniendo una temperatura de aproximadamente. 650�C por 2-3 horas.
• La ceniza reactiva es de gris ocurra a blanca, dependiendo del carb�n residual en ella, que no tiene efecto negativo si es menor de 10%. Para mejorar su reactividad, la ceniza es pulverizada en un molino de bolas por aproximadamente una hora, o m�s si contiene s�lice cristalina. La ceniza puede reemplazar hasta 30% del cemento de un mortero o concreto. Alternativamente, puede ser mezclada con 30 a 50% de cal hidratada para ser empleada como cemento en morteros, enlucidos y concreto en masa.
Figura
• En otro proceso, la ceniza obtenida del quemado del mont�n o la de producci�n del arroz pre cocido se mezcla con 20 a 50% (del peso) de cal hidratada. Esta es triturada durante seis o m�s horas en un molino de bolas para producir ASHMOH, un aglomerante hidr�ulico adecuado para obras de mamposter�a, cimientos y obras de concreto en general diferentes al concreto armado. Una variaci�n de �ste es el ASHMENT, en el cual se sustituye la cal por cemento portland, (Bibl. 08.04).
Figura
• Tambi�n se ha desarrollado un m�todo que emplea lodo de cal, residual obtenido de la refinaci�n de az�car. Este es secado y mezclado con una cantidad igual (de peso) de cascara de arroz triturada y algo de agua. Se hacen trozos a mano del tama�o de pelotas de tenis y se secan bajo el sol Estos son quemados sobre una parrilla en un horno abierto, para producir un polvo blando, que se muele en un molino de bolas. El aglomerante hidr�ulico es empleado de la misma manera que el ASHMOH.
• Una variante de este m�todo utiliza suelo con un contenido m�nimo de arcilla de 20% en lugar de lodo de cal. El aglomerante resultante puede emplearse como una mezcla de 30% con cemento portland, para hacer cemento portland, puzol�nico. Las pruebas han mostrado que la puzolana es mejor si la arcilla es bauxitica.
• En el National Building Research Institute, Karachi, Pakistan: La primera casa de bajo costo para ser construida con cal y ceniza de cascara de arroz, reemplazando completamente el cemento en la producci�n de bloques aligerados resistente a la carga, mortero y enlucido. El 30% del cemento portland, de los dinteles de concreto prefabricados y de las viguetas de techo fue reemplazado por RHA.
La casa
Generalidades
Los componentes esenciales del concreto son cemento, �ridos (arena, grava) y agua. Cuando son mezclados en las proporciones prescritas, producen una masa trabajable, que puede tomar la forma de cualquier encofrado en la cual se coloca y se deje endurecer.
La tecnolog�a del concreto es tal que requiere una gran experiencia y conocimiento pr�ctico. Por ello, aqu� s�lo trataremos aspectos muy generales. Si se necesita informaci�n detallada, deber� consultar literatura especializada o recibir asesor�a profesional.
Preparaci�n de la Mezcla de Concreto
• Dependiendo de la aplicaci�n y el comportamiento deseado del concreto, es necesaria una selecci�n cuidadosa del tipo y proporci�n de cemento, �ridos y agua, lo cual se realiza mejor mediante una serie de pruebas (si la calidad de los materiales no est�n estandarizadas o no son bien conocida).
• En la mayor�a de los casos, se necesita una buena distribuci�n granulom�trica de �ridos finos y gruesos, para no dejar vac�os que debiliten el concreto. Mientras m�s vac�os, se necesitara m�s cemento y agua.
• Las part�culas de los �ridos con superficies �speras y formas angulares crean m�s fricci�n que las part�culas redondas y suaves, que son m�s f�ciles de compactarse. Se debe eliminar el limo, arcilla y polvo ya que interfieren con la adherencia entre el cemento y el �rido, y requieren de m�s agua.
• El agua debe ser lo m�s limpia posible ya que las sales y otras impurezas pueden afectar negativamente el fraguado, endurecimiento y durabilidad del concreto Debe evitarse el uso de agua de mar, especialmente en concretos reforzados, en los cuales el acero se corroe f�cilmente.
• En casos especiales, puede emplearse una variedad de aditivos, dependiendo de la necesidad de acelerar o retardar el fraguado, de la necesidad de mejorar la impermeabilidad y resistencia qu�mica, y as� sucesivamente. Una correcta dosificaci�n y control de calidad son vitales para obtener resultados satisfactorios y ahorrar costos.
• El �rido y el cemento deben ser bien mezclados en estado seco. S�lo antes de emplear el concreto, el agua es a�adida gradualmente mientras se continua el mezclado. Ya que la relaci�n agua: cemento determina la resistencia y durabilidad del concreto (el exceso de agua produce vac�os de aire), la adici�n del agua requiere especial cuidado.
• Principalmente se aplica el mismo criterio en concretos preparados, suministrados por una planta central de dosificaci�n/mezclado, mediante camiones mezcladores (que son pocos comunes en pa�ses en desarrollo). Sin embargo, un estudio del Cement Research Institute, India, recomienda la transportaci�n de mezclas �semisecas� en veh�culos peque�os que no agiten (m�s baratos) y se complete el mezclado antes del destino final.
• La uniformidad del concreto fresco se mide generalmente con la prueba de asentamiento: llenando un molde c�nico en tres capas de igual volumen y compactando con una varilla cada capa 25 veces, alisando la parte superior, levantando el molde y midiendo la diferencia en alturas entre el molde y la muestra de concreto fresca. Los asentamientos entre 25 y 100 mm. son los m�s adecuados.
• Las mezclas se especifican principalmente por una designaci�n en grados, ejem. C7, C10, C25, etc., las cuales hacen referencia a su resistencia a compresi�n (C) en N/mm2 (MPa).
Encofrado
• El encofrado, que puede usarse varias veces, usualmente esta hecho de tablones de madera o paneles de acero, con las juntas suficientemente herm�ticas para soportar la presi�n del concreto compactado, sin tener espacios vac�os por los cuales se filtre la pasta de cemento.
• La textura de la superficie de concreto endurecido puede predeterminarse por el tipo de encofrado. Si se necesitan superficies lisas, los residuos de concreto de moldeados anteriores deber�n ser retirados de los encofrados.
• Para facilitar su retiro la superficies interiores de los encofrados deber�an ser aceitadas con una brocha o spray.
• Si se necesitan refuerzos, estos son colocados en el encofrado despu�s del aceitado y se colocan separadores (piezas de piedra o concreto roto) entre la superficie aceitada y el acero, de modo que el encofrado y el acero no hagan contacto entre s�. Esto es necesario para evitar que el acero sea expuesto sobre la superficie de concreto, en donde se puede oxidar f�cilmente.
• La elecci�n del encofrado debe tomar en cuenta la facilidad de ensamblar y desencofrar. En algunos casos, el encofrado puede dise�arse para que permanezca in situ (encofrado perdido); por ejemplo, en donde se necesita una capa aislante o un acabado especial, estos pueden constituir el encofrado (o parte de �ste).
Colocaci�n y Curado
• El concreto es transportado desde el mezclador hasta el encofrado mediante gr�as, volquetes, carretillas, baldes, tuber�as u otro medio, dependiendo de los recursos con los que se cuente. En muchos pa�ses en desarrollo, largas cadenas de trabajadores pasan el concreto en peque�as cubetas de metal de uno a otro. Si el concreto no es producido en el lugar de la obra, se trae concreto preparado en camiones especiales.
• El concreto debe ser colocado sin interrupci�n, llenando �reas completas, ya que las juntas entre concreto colocado en diferentes tiempos son puntos d�biles.
• Despu�s que cierta cantidad de concreto est� en el encofrado se necesita compactarlo para llenar todos los vac�os. Esto se realiza m�s efectivamente con un vibrador (ya sea unido al encofrado o inmerso en el concreto) que libere el aire atrapado. Sin embargo, para la mayor�a de construcciones de bajo costo, que no necesitan de resistencias altas, puede ser suficiente una compactaci�n manual con una varilla adecuada.
• Es importante lavar inmediatamente todo el equipo que ha estado en contacto con el concreto, pues seria dif�cil retirarlo despu�s de endurecido.
• El encofrado es retirado despu�s de algunos d�as cuando el concreto est� suficientemente duro. Pero el desarrollo de la resistencia (curado) concluye despu�s de varias semanas y un requisito vital es que el concreto se mantenga h�medo al menos 14 d�as, ejem. cubri�ndolo con bolsas de yute h�meda que son mojadas regularmente.
• Todos los puntos indicados arriba, desde la preparaci�n de la mezcla de concreto hasta el curado, se aplican igualmente para la construcci�n in situ (en el lugar de la obra) y para la prefabricaci�n.
Aplicaciones
• Concreto en masa, con �rido graduado o de tama�o predominantemente peque�o, para cimientos, pisos, pavimento, muros monol�ticos (en algunos casos), ladrillos, tejas, bloques huecos, tuber�as.
• Concreto cavernoso, un concreto de peso ligero con �rido grueso de un solo tama�o (denso o ligero) dejando vac�os entre ellos, adecuado para muros con y sin soporte de carga, muros interiores en estructuras porticadas o base gruesa para losas de piso. El concreto cavernoso proporciona un excelente soporte para enlucidos, buen aislamiento t�rmico (debido a los espacios de aire), y poca contracci�n durante el secado. Los vac�os grandes tambi�n evitan la acci�n capilar.
• Concreto de �rido ligero, emplea arcilla expandida, escoria de alto horno esponjosa, ceniza volante aglutinada, pumita u otro �rido ligero, para elementos y muros aislantes t�rmicos, y para bloques de construcci�n ligero.
• Concreto aireado, producido introduciendo aire o gas a la mezcla de cemento y arena (sin �rido grueso), para aislamiento t�rmico, aplicaciones no estructurales y bloques de construcci�n ligeros. Las desventajas son la baja resistencia a la erosi�n, excesiva contracci�n y permeabilidad. Sin embargo, es f�cil de manipular y puede ser cortado con una sierra y clavarse como la madera.
• Concreto armado, tambi�n conocido como RCC (concreto de cemento reforzado), que incorpora barras de acero en las secciones del concreto que est�n en tracci�n (para complementar la baja resistencia a tracci�n del concreto en masa y controlar el agrietamiento por retracci�n y t�rmico), para losas de piso, viguetas, dinteles, columnas, escaleras, estructuras porticadas, elemento de grandes luces y estructuras laminares curvas o plegadas, etc., todos estos voceados in situ o prefabricados. La elevada relaci�n resistencia: peso del acero y su coeficiente de expansi�n t�rmica que es muy parecido al del concreto, lo convierte en un material ideal de refuerzo. Si se dispone de barras corrugadas (que tienen nervios para evitar movimientos longitudinales despu�s del vaciado), estas deben ser preferida, ya que son m�s efectivas que las barras lisas, pudiendo ahorrarse hasta 30% de acero.
• Concreto pretensado, que es el concreto armado con el acero de refuerzo sometido bajo tensi�n durante la producci�n, para la construcci�n de piezas m�s ligeras, r�gidas y resistentes al agrietamiento, tales como viguetas, losas, cerchas, escaleras y otras unidades de gran vano. Con el pretensado, se necesita menos acero y el concreto es sometido a compresi�n, permiti�ndole soportar cargas mucho m�s pesadas antes que esta compresi�n sea superada. El pretensado se obtiene por pre-tensado (en el cual el acero es estirado antes que el concreto sea vaciado) o por post-tensado (despu�s que el concreto ha alcanzado una resistencia adecuada permitiendo que el acero pase por conductos curvos o rectos, que son llenados con relleno de cemento despu�s que el refuerzo ha sido tensado y anclado). Esto es esencialmente un proceso de f�brica, que requiere equipos especiales caros (gatos, anclajes, bancos de pretensado, etc.), caro no adecuado para viviendas de bajo costo.
• Sin embargo, la tecnolog�a del concreto pre-tensado con alambre de acero de bajo carbono laminado en fr�o (CWPC), desarrollado en China, en donde aprox. 3000 f�bricas de CWPC producen anualmente 20 millones de m3 de piezas prefabricadas, es una alternativa prometedora. Las resistencias a tracci�n de los alambres de acero de bajo carb�n (alambre de acero normal) de 6.5 a 8 mm. de di�metro son duplicadas estir�ndolos con un troquel a temperaturas normales, produciendo alambres de 3, 4 � 5 mm. de di�metro, y ahorrando de 30 a 50% de acero. Se emplea el concreto de grado C30. La tecnolog�a es de f�cil compresi�n e implementaci�n, el equipo es simple (Bibl. 09.09)
Ventajas
• El concreto puede tomar cualquier forma y llegar a resistencias a compresi�n mayores de 60 N/mm2.
• Los concretos armados combinan las altas resistencias a compresi�n con las altas resistencias a tracci�n, haci�ndolos adaptables a cualquier dise�o de construcci�n y a todos los requerimientos estructurales. Son ideales para prefabricaci�n de elementos y para construcciones en condiciones peligrosas (zonas s�smicas, suelos expansivos, etc.).
• El requerimiento de energ�a para producir 1 kg. de concreto en masa es el menor de los materiales de construcci�n fabricados (1 MJ/kg, igual a la madera; Bibl. 00.50), mientras el concreto armado (con 1% del volumen de acero) requiere aproximadamente 8 MJ/kg.
• La alta capacidad t�rmica y reflectancia (debido al color claro) son especialmente favorables para construcci�n en climas c�lidos secos y zonas altas tropicales.
Planta de producci�n de concreto pretensado en Bangladesh (Foto: K. Mukerji)
• El concreto trabajado adecuadamente es extremadamente durable, no necesita mantenimiento, resistente a la penetraci�n de humedad, acci�n qu�mica, fuego, insectos y ataque de hongos.
• El concreto tiene un prestigio extremadamente elevado.
• Una variedad de residuos industriales y agr�colas procesados puede ser empleada adecuadamente para reemplazar el cemento y/o mejorar la calidad del concreto.
Problemas
• Alto costo del cemento, acero y encofrado.
• Dif�cil control de calidad a pie de obra, con el riesgo de agrietamiento y deterioro gradual, si esta err�neamente mezclado, vaciado y curado con insuficiente agua.
• En climas h�medas o regiones costeras, se oxida el refuerzo (si esta insuficientemente protegido), originando grietas por la expansi�n.
• Resistencia al fuego s�lo hasta aprox. 500�C, el refuerzo de acero comienza a fallar (si no esta bien cubierto) y despu�s de incendios, usualmente las estructuras de RCC tienen que ser demolidas.
• La demolici�n del concreto es dif�cil y los escombros no pueden ser reciclados, sino s�lo para �rido, agregados de un concreto nuevo.
• Los efectos electromagn�ticos negativos del concreto armado crea condiciones de vida da�inas.
Soluciones
• La proporci�n de cemento puede ser reducida mediante una cuidadosa composici�n de la mezcla, graduaci�n de los �ridos, realizaci�n de ensayos, control de calidad y sustituy�ndolo con puzolanas m�s baratas; tambi�n, puede reducir costos, incrementando la producci�n de cemento descentralizada con suministros suficientes y poco desperdicio (un mejor embolsado).
• Se puede ahorrar en refuerzo de acero mediante un buen dise�o estructural y empleo de barras corrugadas o pre-tensado con alambre de acero de bajo carbono laminado en fri�.
• El control de calidad s�lo es posible con un equipo bien entrenado y una supervisi�n continua.
• Incrementar la resistencia al fuego de los elementos no estructurales es posible empleando cemento aluminoso con ladrillos refractarios triturados, que resisten temperaturas de hasta 1300�C (concreto refractario).
• Se puede sustituir el �rido de grava por ladrillo refractario triturado (residuo de ladrillos), donde la grava sea escasa (ejem Bangladesh), obteni�ndose un concreto relativamente liviano de resistencia ligeramente menor pero mayor resistencia a la abrasi�n (erosi�n). Como el �rido de ladrillo absorbe apara, se necesita m�s agua al preparar la mezcla de concreto.
• Deber�an dise�arse juntas de expansi�n, si se pronostican excesivos movimientos t�rmicos.
Generalidades
El ferrocemento b�sicamente es igual que el concreto armado (RCC), con las siguientes diferencias:
• Su espesor raramente excede los 25 mm., mientras que los elementos de RCC raramente son menores de 100 mm.
• Se emplea un mortero rico en cemento portland, sin �ridos gruesos como en el RCC.
• Comparado con el RCC, el ferrocemento tiene un mayor porcentaje de refuerzo, que comprende malla de alambre y alambres de peque�o di�metro ligeramente separados, distribuidos uniformemente en toda la �rea transversal.
• La relaci�n resistencia a tracci�n a peso es mayor que la del RCC, y su tendencia al agrietamiento es menor.
• El ferrocemento puede ser construido sin encofrado para casi cualquier forma.
El ferrocemento es un material relativamente nuevo, fue empleado primero en Francia, a mediados del siglo XIX, para la construcci�n de un bote de romo. Su empleo en construcciones de edificaciones comenz� a mediados del siglo XX en Italia. Aunque su aplicaci�n en un gran n�mero de campos se ha incrementado r�pidamente por todo el mundo, el estado del conocimiento del ferrocemento a�n esta en su infancia, y su comportamiento a largo plazo a�n no es conocido.
En 1976, se fund� el International Ferrocement Information Centre (IFIC) en el As�an Institute of Technology, Bangkok, Tailandia. Sirve como un local de consulta de informaci�n sobre el ferrocemento y publica el Journal of Ferrocement y otras publicaciones. La foto a continuaci�n muestra el Ferrocement Park en Bangkok con algunos objetos t�picos hechos con ferrocemento.
Composici�n del Mortero
• Los componentes esenciales del mortero, que representa aprox. 95% del ferrocemento son cemento portland, arena, agua y, en algunos casos un aditivo.
• La mayor�a de los tipos de cemento est�ndar, localmente disponibles, son adecuados, pero deben estar frescos, de consistencia uniforme y sin terrones ni materias extra�as. Para aplicaciones especiales se necesitan tipos de cemento especiales, ejem cemento resistente al sulfato en estructuras expuestas a sulfatos (como en el agua de mar).
• Solo debe emplearse arena inerte, limpia, libre de materia org�nica y sustancias nocivas, y relativamente sin limo ni arcilla. El tama�o de las part�culas no debe ser mayor de 2 mm. y es deseable una granulom�tria continua para obtener una mezcla trabajable de alta densidad. Se puede emplear arenas ligeras (ejem. ceniza volc�nica, pumita, pl�sticos inertes resistente a los �lcalis), si no se requiere de resistencias altas.
• El agua potable es la m�s adecuada. Debe estar libre de materia org�nica, aceite, cloruro, �cidos y otras impurezas. No debe emplearse agua de mar.
• Los aditivos se pueden emplear para reducir el agua, incrementando as� la resistencia y reduciendo la permeabilidad (a�adiendo los llamados �super plastificante�); para la impermeabilizaci�n; para incrementar la durabilidad (ejem. a�adiendo hasta 30% de ceniza volante); o para reducir la reacci�n entre el mortero y las armaduras galvanizadas (a�adiendo tri�xido de cromo en cantidades de aprox. 300 partes por mill�n del poso del mortero).
• Las proporciones de la mezcla recomendadas son: relaci�n arena/cemento de 1.5 a 2.5, y relaci�n de agua/cemento de 0.35 a 0.5, todas las cantidades determinadas por peso. Para la estanqueidad (como en estructuras que retienen agua o l�quido) la relaci�n agua/cemento no debe ser mayor de 0.4. Debe tenerse mucho cuidado al seleccionar y proporcionar los materiales constituyentes, especialmente buscando reducir el agua necesaria, ya que el exceso de agua debilita el ferrocemento.
Armaduras
• La malla de refuerzo (con aberturas de mallas, de 6 a 25 mm.) puede ser de diferentes tipos, siendo el principal requisito la flexibilidad. Debe estar limpia y libre de polvo, grasa, pintura, �xido suelto y otras sustancias.
• El galvanizado, como las soldaduras, reduce la resistencia a tracci�n y el revestimiento de zinc podr�a reaccionar en el ambiente alcalino produciendo burbujas de hidr�geno en la malla. Esto puede evitarse a�adi�ndose tri�xido de cromo al mortero.
• El volumen del refuerzo es de 4 a 8% en ambas direcciones, esto es entre 300 y 600 Kg/m3; la superficie espec�fica correspondiente al refuerzo varia entre 2 y 4 cm2/cm3 en ambas direcciones.
• La malla de alambre hexagonal, llamada com�nmente tela de gallinero, es la m�s barata y f�cil de usar, y disponible casi en todos los lugares. Es muy flexible y puede emplearse en secciones muy delgadas, pero no es estructuralmente tan eficiente como las mallas con aberturas cuadradas, pues los alambres no est�n orientados en las direcciones principales (m�xima) de los esfuerzos.
• La malla de alambre cuadrada soldada es mucho m�s r�gida que la tela de gallinero y proporciona una mayor resistencia al agrietamiento. Sin embargo, soldaduras inadecuadas producen puntos d�biles.
• La malla de alambre cuadrada trenzada tiene caracter�sticas similares que la malla soldada pero es un poco m�s flexible y f�cil de trabajar que la malla soldada. La mayor�a de los dise�adores recomiendan mallas cuadradas trenzada de alambres con di�metro de 1 mm (calibre 19) o 1.6 mm (calibre 16) espaciados a 13 mm (0.5 pulg.).
• Metal plegado, que se forma cortando l�minas de poco calibre y estir�ndolas en direcci�n perpendicular al corte, tiene casi la misma resistencia que la malla soldada pero es m�s r�gida y por lo tanto proporciona una mejor resistencia al impacto y un mejor control de las grietas. No puede emplearse para hacer piezas de curvas agudas.
• El acero de esqueleto que generalmente soporta a la malla de alambre y determina la forma de la estructura de ferrocemento, pueden ser alambres lisos o corrugado de di�metros peque�os (generalmente no m�s de 5 mm) para mantener una estructura de refuerzo homog�nea (sin tensiones diferenciales). Alternativamente, se han empleado encofrados que sirven de esqueleto con madera o bamb�, pero con �xito limitado.
• Las fibras, en formas de alambre de acero cortas u otros materiales fibrosos, pueden a�adirse a la mezcla de mortero para controlar el agrietamiento e incrementar la resistencia al impacto.
Malla Hexagonal de Alambre
Malla Cuadrada de Alambre
Trenzado Metal Plegado
Malla Cuadrada Soldado
Malla Trenzada (alambre ondulado)
Malla Tejida
M�todo de Construcci�n
• El primer paso es preparar el esqueleto en el cual se fija la malla de alambre atada con un alambre delgado (o en algunos casos sold�ndola). Se necesita un m�nimo de dos capas de malla de alambre y, dependiendo del dise�o, se han empleado hasta 12 capas (con un m�ximo de 5 capas por cm de espesor).
• La arena, el cemento y los aditivos son dosificados cuidadosamente por peso, mezclados en seco y luego con agua. El mezclado a mano generalmente es satisfactorio pero el mezclado mec�nico produce mezclas m�s uniformes, reduce el trabajo manual y ahorra tiempo. La mezcla debe ser trabajable, pero tan seca como sea posible, para una mayor resistencia final y para asegurar que mantenga su forma y posici�n entre la aplicaci�n y el endurecimiento.
• Despu�s de revisar la estabilidad del esqueleto y el refuerzo de la malla de alambre, se aplica el mortero a mano o con una llana, y se trabaja completamente dentro de la malla para cerrar todos los vac�os. Esto puede hacerse en una sola aplicaci�n, acabando ambos lados antes que se produzca el fraguado inicial. Para ello se necesita que dos personas trabajen simult�neamente en ambos lados.
• Las estructuras m�s gruesas pueden hacerse en dos etapas, esto es, enluciendo la mitad del espesor por un lado, dej�ndola curar por dos semanas, despu�s de las cuales se completa la otra superficie.
• La compactaci�n se alcanza golpeando el mortero con una llana o pieza plana de madera.
• Debe tenerse cuidado de no dejar ning�n refuerzo expuesto en la superficie, el recubrimiento m�nimo de mortero es de 1.5 mm.
• Cada etapa de colocaci�n del enlucido debe realizarse sin interrupci�n, preferiblemente en climas secos o bajo techo, y protegido del sol y del viento. Como en construcciones de concreto, el ferrocemento debe ser curado h�medo por lo menos 14 d�as.
Aplicaciones
• Construcci�n de botes (una de las m�s exitosas aplicaciones, especialmente en China).
• Protecci�n de presas, canales de irrigaci�n, sistemas de drenaje.
• Silos (encima o debajo del terreno) para almacenaje de granos y otros alimentos comestibles.
• Tanques de almacenamiento de agua, con capacidades de hasta 150 m3.
• Tanques s�pticos y retrete, e incluso m�dulos completos de servicios para lavado y retrete.
• Tubos, canales, retrete, palanganas, y similares.
• Paredes, techos y otros componentes de construcci�n, o edificaciones completas, in situ o en forma de elementos prefabricados.
• Muebles, tales como repisas, mesas y camas, etc. y varios art�culos para juegos infantiles en el terreno.
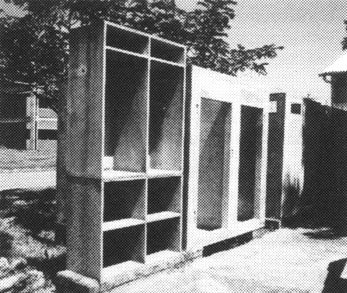
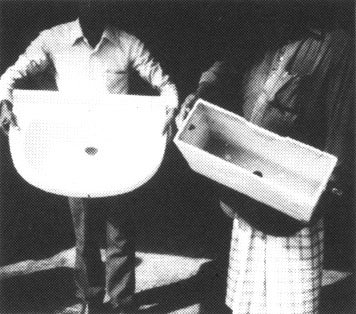
Algunas Aplicaciones de Ferrocemento
Letrina en el Housing & Building Research Institute, Dhaka, Bangladesch. (Fotos: K. Mukerji)
Ventajas
• Los materiales necesarios para producir ferrocemento est�n disponibles f�cilmente en la mayor�a de los pa�ses.
• Puede tomar casi cualquier forma y se adapta a casi cualquier dise�o tradicional.
• En donde la madera es escasa y cara, el ferrocemento es un �til sustituto.
• Como material de construcci�n, el ferrocemento es una alternativa clim�ticamente y ambiental mente m�s apropiada y barata que l�minas de hierro galvanizado y de asbesto-cemento.
• La fabricaci�n de elementos de ferrocemento no requiere equipo especial, es intensiva en trabajo y f�cilmente de aprender por los trabajadores no especializados.
• Comparado con el concreto reforzado, el ferrocemento es m�s barato, no requiere encofrado, es m�s liviano y tiene una superficie espec�fica de refuerzo 10 veces mayor, alcanzando una mayor resistencia al agrietamiento.
• El ferrocemento no es atacado por agentes biol�gicos, tales como insectos, gusanos, y hongos.
Problemas
• El ferrocemento a�n es un material relativamente nuevo, por ello su comportamiento a largo plazo a�n no es suficientemente conocido.
• Aunque el trabajo manual en la producci�n de componentes de ferrocemento no requiere conocimientos especiales, el dise�o estructural, c�lculo de los refuerzos requeridos y determinaci�n del tipo y de las proporciones correctas de los materiales constituyentes requieren considerable conocimiento pr�ctico y experiencia.
• Las mallas galvanizadas pueden causar formaci�n de gas en los alambres y as� reducir la resistencia de adherencia.
• El uso excesivo de ferrocemento en construcciones puede crear condiciones de vida da�inas, ya que el alto porcentaje de refuerzo tiene efectos electromagn�ticos nocivos.
Soluciones
• Investigar sobre las condiciones de las estructuras de ferrocemento m�s antiguas.
• Desarrollos de gu�as de construcci�n y reglas sencillas que puedan ser aplicados sin conocimiento t�cnico especial.
• La malla galvanizada puede ser sumergida en agua durante 24 horas y luego secada durante 12 horas, para dejar que las sales empleadas durante la galvanizaci�n salgan a la superficie. Luego el residuo puede ser cepillado.
• Los problemas con la malla galvanizada se puede reducir a�adiendo tri�xido de cromo al agua de la mezcla.
• Se deben evitar las habitaciones completamente cerradas con componentes de ferrocemento (esto es, pisos, paredes y techo).
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}