Conservation des L�gumes � Petite �chelle (CTA - ILO - WEP, 1990, 186 p.)
(introduction...)
PREFACE
REMERCIEMENTS
CHAPITRE 1 - CONTENU DU DOSSIER TECHNIQUE
1.1 N�cessit� d'une transformation des l�gumes
1.2 Strat�gie nationale
1.3 Importance du choix technologique
1.4 Choix des l�gumes � transformer
1.5 Choix des techniques de transformation
1.6 Effets sur l'environnement
1.7 Public concern� par le pr�sent dossier
CHAPITRE 2 - PRETRAITEMENTS
2.1 G�n�ralit�s
2.2 Lavage
2.3 Pesage
2.4 Epluchage
2.5 Triage
2.6 Parage
2.7 Calibrage
2.8 D�coupage
2.9 R�page
2.10 Broyage
2.11 Pressage
2.12 Blanchiment ou pr�cuisson-refroidissement
2.13 Trempage dans un bain de conservation
2.14 D�gorgeage et �gouttage
CHAPITRE 3 - CONSERVATION PAR SECHAGE
3.1 Proc�d� g�n�ral et �chelles de production
3.2 Pr�traitements
3.3 S�chage
3.3.1 Principe et description
3.3.2 Mat�riel
3.3.3 Cas particuliers
3.4 Post-traitements
(introduction...)
3.4.1 Triage
3.4.2 Broyage
3.4.3 Tamisage
3.4.4 Emballage - conditionnement - stockage
CHAPITRE 4 - CONSERVATION PAR LE SEL
4.1 Proc�d� g�n�ral et �chelles de production
4.2 Pr�traitements
4.3 Salage
4.3.1 Principe et description
4.3.2 Mat�riel
4.4 Post-traitements
(introduction...)
4.4.1 Conditionnement en petits volumes
4.4.2 Pasteurisation et refroidissement
4.4.3 Stockage
4.4.4 Dessalage dans le cas de conservation en milieu fortement sal�
CHAPITRE 5 - CONSERVATION PAR LE VINAIGRE
5.1 Proc�d� g�n�ral et �chelles de production
5.2 Mise au vinaigre
5.2.1 Principe et description
5.2.2 Mat�riel
5.2.3 Cas particuliers
CHAPITRE 6 - FERMENTATION
(introduction...)
6.1 Fermentation des l�gumes feuilles, fruits, racines et bulbes
6.1.1 Proc�d� g�n�ral et �chelles de production
6.1.2 Mise en fermentation
6.1.3 Post-traitements
6.2 Fermentation du manioc
6.2.1 Proc�d� g�n�ral et �chelles de production
6.2.2 Rouissage et fabrication des b�tons de manioc
6.2.3 Fabrication du gari
6.3 Fermentation du soja
(introduction...)
6.3.1 Le shoyu
6.3.2 Le tempeh
CHAPITRE 7 - CONSERVATION PAR APPERTISATION
7.1 Proc�d� g�n�ral et �chelles de production
7.2 Pr�traitements
(introduction...)
7.2.1 Blanchiment
7.2.2 Remplissage des r�cipients
7.2.3 Jutage
7.2.4 Pr�chauffage
7.2.5 Fermeture des r�cipients
7.3 Appertisation
7.3.1 Principe et description
7.3.2 Mat�riel
7.3.3 Cas particuliers
7.4 Post-traitements
7.4.1 Principe et description
7.4.2 S�chage des r�cipients
CHAPITRE 8 - CONDITIONNEMENT
8.1 G�n�ralit�s
8.2 Mat�riaux de conditionnement
8.2.1 Types d'emballages primaires
8.2.2 Comparaison des diff�rents types d'emballage
8.2.3 Utilisations possibles des diff�rents mat�riaux de conditionnement
8.3 Fermeture des r�cipients
8.3.1 Principe
8.3.2 Papiers et cartons
8.3.3 Mati�res plastiques
8.3.4 Verre
8.3.5 Textiles
8.3.6 Bo�tes m�talliques
8.3.7 Poteries et terre cuite
8.4 Etiquetage
CHAPITRE 9 - HYGIENE ET PROPRETE DANS L'USINE
9.1 Hygi�ne du personnel, propret� des locaux et des mati�res premi�res
9.2 Traitement de l'eau en fonction de son utilisation
9.3 Nettoyage des locaux et des appareils
9.3.1 Pr�cautions � prendre lors de la conception de l'usine
9.3.2 Principes de nettoyage
9.4 D�sinfection de l'eau et de l'appareillage
CHAPITRE 10 - EFFETS DE LA TRANSFORMATION ARTISANALE OU SEMI-INDUSTRIELLE DES LEGUMES
10.1 Effets sur la valeur nutritionnelle des produits finis
10.2 Effets sur l'environnement
(introduction...)
10.2.1 Recyclage des sous-produits solides
10.2.2 Recyclage des eaux r�siduaires (effluents)
10.3 Consommation �nerg�tique
10.4 Consommation en eau
CHAPITRE 11 - METHODES D'EVALUATION DES COUTS DE PRODUCTION
11.1 Introduction
11.2 Etude de faisabilit�: dossier �conomique et technique
11.2.1 Introduction
11.2.2 Etude du march�
11.3 Estimation des co�ts de production
(introduction...)
11.3.1 Amortissement des b�timents et des mat�riels
11.3.2 Frais d'entretien et de r�paration
11.3.3 Co�t des intrants
11.3.4 Charges de personnel
11.3.5 Frais de gestion et d'administration
11.3.6 Immobilisations fonci�res
11.3.7 Fonds de roulement
11.3.8 Co�ts unitaires de production
CHAPITRE 12 - CONCEPTION D'UNE UNITE DE TRANSFORMATION DE LEGUMES ET APPLICATION DE LA METHODOLOGIE
12.1 Introduction
12.2 Exemple de conception et d'�valuation
(introduction...)
12.2.1 Sous-dossier technique
12.2.2 Sous-dossier �conomique
ANNEXES
ANNEXE I. GLOSSAIRE DE TERMES TECHNIQUES
ANNEXE II. TABLE DE CONVERSION D'UNITES
ANNEXE III. LISTE D'ORGANISMES ET D'INSTITUTS
ANNEXE IV. BIBLIOGRAPHIE
ANNEXE V. QUESTIONNAIRE
QUELQUES PUBLICATIONS DU BIT
COUVERTURE ARRIERE
Conservation des L�gumes � Petite �chelle (CTA - ILO - WEP, 1990, 186 p.)
(introduction...)
PREFACE
REMERCIEMENTS
CHAPITRE 1 - CONTENU DU DOSSIER TECHNIQUE
CHAPITRE 2 - PRETRAITEMENTS
CHAPITRE 3 - CONSERVATION PAR SECHAGE
CHAPITRE 4 - CONSERVATION PAR LE SEL
CHAPITRE 5 - CONSERVATION PAR LE VINAIGRE
CHAPITRE 6 - FERMENTATION
CHAPITRE 7 - CONSERVATION PAR APPERTISATION
CHAPITRE 8 - CONDITIONNEMENT
CHAPITRE 9 - HYGIENE ET PROPRETE DANS L'USINE
CHAPITRE 10 - EFFETS DE LA TRANSFORMATION ARTISANALE OU SEMI-INDUSTRIELLE DES LEGUMES
CHAPITRE 11 - METHODES D'EVALUATION DES COUTS DE PRODUCTION
CHAPITRE 12 - CONCEPTION D'UNE UNITE DE TRANSFORMATION DE LEGUMES ET APPLICATION DE LA METHODOLOGIE
ANNEXES
QUELQUES PUBLICATIONS DU BIT
COUVERTURE ARRIERE
Programme mondial de l’emploi
Bureau international du
Travail Gen�ve
S�rie Technologie Dossier technique n°
13
Pr�par� sous l'�gide du Bureau international du Travail et
du Programme des Nations Unies pour l'environnement
Le Programme mondial de l'emploi de l'Organisation
internationale du Travail a pour but d'encourager et d'aider les Etats Membres �
adopter et � mettre en œuvre des politiques et des programmes d'action en
vue de promouvoir le plein emploi productif et librement choisi et de lutter
contre la pauvret�. Men� � l'aide d'un ensemble de moyens - recherche appliqu�e,
conseils techniques, projets nationaux, �quipes r�gionales � l'oeuvre en
Afrique, en Am�rique latine et en Asie -, il porte en particulier sur le
d�veloppement des r�gions rurales, o� vit toujours la tr�s grande majorit� des
populations pauvres et sous-employ�es, et sur les probl�mes du secteur urbain
non structur�, en expansion rapide.
Face � la crise �conomique et � la mont�e du ch�mage qui ont
marqu� les ann�es quatre-vingt, l'OIT, dans le cadre du Programme mondial de
l'emploi, a engag� un dialogue suivi avec les partenaires sociaux et avec les
autres organisations internationales sur les aspects sociaux de l'ajustement,
avec le souci, qui inspire une grande partie de son travail d'analyse et de
conseil, d'assurer une plus grande �quit� dans les programmes d'adaptation
structurelle. Les activit�s portent notamment sur l'observation de l'�volution
de l'emploi et de la pauvret�, la cr�ation directe d'emplois et de sources de
revenus pour les cat�gories vuln�rables, l'�tude des rapports entre les
interventions macro�conomiques et les interventions micro�conomiques,
l'�volution technique, les probl�mes et les politiques du march� de l'emploi.
Gr�ce � cet ensemble d'activit�s, l'OIT peut aider les Etats
Membres � r�am�nager leurs politiques et leurs plans d'action en vue d'�liminer
la pauvret� et de promouvoir l'emploi productif.
Cet ouvrage fait partie des �tudes et des rapports publi�s dans
le cadre du Programme mondial de l'emploi.
Les publications du Bureau international du Travail jouissent de
la protection du droit d'auteur en vertu du protocole n° 2, annexe � la
Convention universelle pour la protection du droit d'auteur. Toutefois, de
courts passages pourront �tre reproduits sans autorisation, � la condition que
leur source soit d�ment mentionn�e. Toute demande d'autorisation de reproduction
ou de traduction devra �tre adress�e au Service des publications (Droits et
licences),. Bureau international du Travail, CH-1211 Gen�ve 22, Suisse. Ces
demandes seront toujours les bienvenues.
ISBN 92-2-206402-X ISSN 0258-0462
Premi�re �dition 1990
Les d�signations utilis�es dans les publications du BIT, qui
sont conformes � la pratique des Nations Unies, et la pr�sentation des donn�es
qui y figurent n'impliquent de la part du Bureau international du Travail aucune
prise de position quant au statut juridique de tel ou tel pays, zone ou
territoire, ou de ses autorit�s, ni quant au trac� de ses fronti�res.
Les articles, �tudes et autres textes sign�s n'engagent que
leurs auteurs et leur publication ne signifie pas que le Bureau international du
Travail souscrit aux opinions qui y sont exprim�es.
La mention ou la non-mention de telle ou telle entreprise ou de
tel ou tel produit ou proc�d� commercial n'implique de la part du Bureau
international du Travail aucune appr�ciation favorable ou d�favorable.
Les publications du Bureau international du Travail peuvent �tre
obtenues dans les principales librairies ou aupr�s des bureaux locaux du BIT. On
peut aussi se les procurer directement, de m�me qu'un catalogue ou une liste des
nouvelles publications, � l'adresse suivante: Publications du BIT, Bureau
international du Travail, CH-1211 Gen�ve 22, Suisse.
Imprim� par le Bureau international du Travail, Gen�ve,
Suisse
Conservation des L�gumes � Petite �chelle (CTA - ILO - WEP, 1990, 186 p.)
(introduction...)
PREFACE
REMERCIEMENTS
CHAPITRE 1 - CONTENU DU DOSSIER TECHNIQUE
CHAPITRE 2 - PRETRAITEMENTS
CHAPITRE 3 - CONSERVATION PAR SECHAGE
CHAPITRE 4 - CONSERVATION PAR LE SEL
CHAPITRE 5 - CONSERVATION PAR LE VINAIGRE
CHAPITRE 6 - FERMENTATION
CHAPITRE 7 - CONSERVATION PAR APPERTISATION
CHAPITRE 8 - CONDITIONNEMENT
CHAPITRE 9 - HYGIENE ET PROPRETE DANS L'USINE
CHAPITRE 10 - EFFETS DE LA TRANSFORMATION ARTISANALE OU SEMI-INDUSTRIELLE DES LEGUMES
CHAPITRE 11 - METHODES D'EVALUATION DES COUTS DE PRODUCTION
CHAPITRE 12 - CONCEPTION D'UNE UNITE DE TRANSFORMATION DE LEGUMES ET APPLICATION DE LA METHODOLOGIE
Conservation des L�gumes � Petite �chelle (CTA - ILO - WEP, 1990, 186 p.)
CHAPITRE 1 - CONTENU DU DOSSIER TECHNIQUE
1.1 N�cessit� d'une transformation des l�gumes
1.2 Strat�gie nationale
1.3 Importance du choix technologique
1.4 Choix des l�gumes � transformer
1.5 Choix des techniques de transformation
1.6 Effets sur l'environnement
1.7 Public concern� par le pr�sent dossier
Conservation des L�gumes � Petite �chelle (CTA - ILO - WEP, 1990, 186 p.)
CHAPITRE 1 - CONTENU DU DOSSIER TECHNIQUE
1.1 N�cessit� d'une transformation des l�gumes
Dans les pays en d�veloppement, les r�gimes alimentaires de la
population peuvent se ramener essentiellement � deux types, selon l'origine de
l'apport �nerg�tique:
- une alimentation � base de f�culents et de
c�r�ales qui apporte 65 � 85 pour cent des calories (c'est le cas par exemple en
Indon�sie, au Congo, au Br�sil, au Nig�ria, au Paraguay);
- une alimentation � base de c�r�ales qui repr�sente � elle
seule 50 � 75 pour cent de l'apport �nerg�tique (comme au Bangladesh, au Maroc,
au Mexique).
Les r�gimes en question pr�sentent non seulement un d�ficit
calorique global du fait de la faible diversit� des aliments, mais �galement des
carences et des d�s�quilibres souvent consid�rables. Un r�sum� de ces carences
est fourni au tableau 1.
Ces r�gimes nutritionnels d�ficients pourraient �tre
sensiblement am�lior�s par une diversification de l'alimentation, notamment par
l'augmentation de la consommation de diff�rents types de l�gumes tels que:
- les tubercules et racines tub�reuses, riches en
glucides et fortement �nerg�tiques;
- les graines de l�gumineuses, riches en prot�ines et en
lipides, qui peuvent contribuer � limiter quantitativement et qualitativement le
d�s�quilibre prot�ique;
- les l�gumes au sens strict, riches en sels min�raux et en
vitamines, qui permettent de combler le manque en micronutriments des aliments
de base (c�r�ales et f�culents). De plus, les fibres qu'ils contiennent
facilitent la digestion.
Les l�gumes sont donc tr�s importants pour assurer l'�quilibre
nutritionnel des populations des pays en d�veloppement, et la production
mondiale de l�gumes se place au deuxi�me rang apr�s celle des c�r�ales.
Cependant, si un effort de production est particuli�rement
souhaitable pour encourager la consommation de tels produits, il est tout aussi
important, sinon plus, de s'efforcer d'assurer leur conservation non seulement
en vue d'accro�tre les disponibilit�s destin�es � la consommation, mais
�galement en vue de mieux pr�server les grandes qualit�s nutritionnelles de ces
aliments.
En effet, si les pertes post-r�colte des l�gumes produits dans
le monde restent extr�mement difficiles � pr�ciser, on sait cependant qu'elles
sont consid�rables, surtout dans les pays chauds; la FAO les �value entre 20 et
50 pour cent des r�coltes.
Tableau 1. Types de carence dans les r�gimes alimentaires
de base des pays en d�veloppement
Insuffisance de l'apport
R�gime � base de c�r�ales et f�culents
R�gime � base de c�r�ales
Prot�ique
quantitatif
Oui
Non
qualitatif
Oui
Oui
Vitaminique
A
Oui
Oui
B1
Oui
Oui
B2
Oui
Oui
C
Perte sensible par traitement des tubercules
Oui
PP
Variable selon c�r�ale et tubercule
Variable selon c�r�ale
Min�ral
Calcium (Ca)
Oui
Oui
Fer (Fe)
Non
Non
Ces pertes qualitatives et quantitatives sont dues �
l'intervention de facteurs endog�nes ou exog�nes et peuvent �tre de nature
physique ou biochimique:
- perte de poids due � la respiration de divers
tubercules comme l'igname;
- perte ou gain de nutriments dus � la germination (tubercules,
l�gumineuses);
- perte de qualit� sous l'action d'enzymes intrins�ques (manioc
par exemple) ou d'origine microbienne (moisissures, levures,
bact�ries).
Diff�rents facteurs concourent � accro�tre encore ces pertes;
citons, entre autres:
- le caract�re saisonnier des r�coltes, qui entra�ne
une saturation du march� et engendre des invendus qui sont perdus � moins qu'ils
ne soient transform�s sous une forme moins alt�rable (par s�chage notamment);
- les attaques des pr�dateurs (oiseaux, insectes, rongeurs) qui
profitent des mauvaises conditions de stockage des produits secs ou frais;
- l'urbanisation croissante des pays en d�veloppement et les
mauvaises conditions de transport qui engendrent des pertes importantes le long
des axes routiers entre r�gions productrices et consommatrices.
La transformation des l�gumes, r�alis�e en vue d'assurer leur
conservation, n'a pas seulement une incidence �conomique en raison de la
r�duction des pertes, mais elle entra�ne �galement des effets sociaux non
n�gligeables, ne f�t-ce que par l'am�lioration possible des r�gimes alimentaires
des classes sociales les plus
vuln�rables.
1.2 Strat�gie nationale
Devant l'�ventail des orientations technologiques et des
�chelles de production qui seront d�taill�es au paragraphe suivant et compte
tenu des priorit�s nationales et r�gionales, les gouvernements doivent �tablir
une strat�gie multidirectionnelle visant la satisfaction optimale des besoins de
leur population.
On peut avoir, dans le cas des l�gumes, une cohabitation de
plusieurs syst�mes de transformation destin�s � satisfaire des march�s
diff�rents, comme les besoins des villes, l'alimentation des zones rurales ou
l'exportation. Il est cependant n�cessaire de faire un choix pour d�terminer:
- la part des unit�s de production destin�e �
l'exportation par rapport � celle des unit�s approvisionnant le march� local et
leurs tailles respectives en vue d'�quilibrer la balance commerciale du pays;
- le degr� de relation avec les investisseurs �trangers;
- les produits � d�velopper en fonction des mod�les de
consommation;
- une politique des prix p�riodiquement r�vis�e qui permette une
accessibilit� des produits propos�s aux populations � faible revenu;
- une politique de l'emploi et une strat�gie d'am�nagement du
territoire;
- l'organisation des circuits d'approvisionnement des produits
frais et de distribution des produits transform�s;
- la strat�gie de commercialisation � d�ployer compte tenu de
l'influence des collectivit�s comme march�-test pour le lancement des produits
finis;
- l'aide � la recherche et au d�veloppement pour le
perfectionnement des technologies appropri�es mises en place et les innovations
dans ce
domaine.
1.3 Importance du choix technologique
Le syst�me apr�s-r�colte est li� au syst�me de production
puisqu'il assure un d�bouch� aux produits frais, stabilise ainsi la population
agricole et l'incite � adapter sa production en quantit� et qualit� aux normes
requises par les utilisateurs et les besoins du march�.
Ce syst�me est �galement reli�, en aval, au syst�me de
consommation puisqu'il d�pend, pour un bon �coulement des produits finis, des
habitudes alimentaires de la population et de ses revenus. Il peut amener une
modification partielle du mode de consommation en proposant des produits
nouveaux. Il est enfin assujetti � l'action des agents ext�rieurs au syst�me
(Etat, soci�t�s, etc.).
Ce syst�me apr�s-r�colte, qui relie la production agricole �
l'assiette du consommateur, inclut quatre sous-syst�mes caract�ris�s par des
niveaux technologiques et des niveaux de commercialisation diff�rents:
- le sous-syst�me familial: il est le fait
d'individus ou de groupes d'individus (familles) qui produisent pour leur propre
consommation et commercialisent l'exc�dent en l'�tat ou apr�s l'avoir transform�
en vue d'acqu�rir des revenus marginaux. L'�chelle de vente est r�duite au
quartier, au village, et la technologie ne d�passe pas le stade du savoir-faire
traditionnel;
- le sous-syst�me artisanal: le savoir-faire local est
valoris� par une l�g�re m�canisation. La production est destin�e � la
transformation qui procure des revenus et des emplois non forc�ment salari�s (il
s'agit souvent d'une famille ou d'une famille �largie). Le circuit de
distribution peut s'�tendre � plusieurs villages;
- le sous-syst�me mini ou semi-industriel: il fait appel
� une technologie l�g�rement plus pouss�e, tenant compte de l'acquis technique
traditionnel ou introduisant des techniques import�es en les adaptant aux
conditions locales (exemple: mini-conserverie). Il utilise une main-d'oeuvre
disponible sur place et non n�cessairement qualifi�e. L'�chelle de
commercialisation touche les bourgs ruraux et la p�riph�rie urbaine;
- le sous-syst�me industriel: il utilise des technologies
de pointe, le plus souvent import�es, � haute Intensit� de capital, et requiert
une main-d'oeuvre sp�cialis�e. Il est souvent �tabli en zone urbaine ou
portuaire et vise l'approvisionnement des villes et l'exportation. Quelques
complexes int�gr�s, install�s en zone rurale, sont destin�s �
l'approvisionnement des march�s urbains.
La strat�gie nationale consiste � faire la part de chacun de ces
sous-syst�mes dans son �conomie en fonction des capacit�s de production des
agriculteurs en amont et du type de structure existant en aval (nombre de
consommateurs potentiels, niveau de revenu) et qui absorbera les produits,
puisque les ensembles “production-transformation-consommation”
d�pendent �troitement les uns des autres.
Or, le choix technologique d�pend de l'�chelle de transformation
retenue, et ce choix technologique a lui-m�me des cons�quences socio-�conomiques
bien particuli�res. Au vu de ces cons�quences, les sous-syst�mes artisanal et
mini-industriel semblent apporter une r�ponse mieux appropri�e aux probl�mes des
pays en d�veloppement, et cela pour les raisons suivantes:
- l'implantation, en zone rurale, d'unit�s de
transformation orient�es vers le march� local engendre la cr�ation d'emplois
directs n�cessitant une main-d'oeuvre peu qualifi�e et contribue � ralentir
l'exode de la population vers les villes;
- l'existence de d�bouch�s stables pour des produits finis
incite les paysans � accro�tre leur production agricole;
- la fixation du prix du produit transform� � un niveau donn�
stable limite les fluctuations de prix entre les p�riodes de production et de
p�nurie;
- le choix de techniques adapt�es au milieu, peu m�canis�es,
faiblement exigeantes en capital, faisant appel au savoir-faire local et � des
mati�res premi�res disponibles sur place, aboutit � la production d'aliments bon
march�, � la port�e des populations � bas revenu et correspondant aux habitudes
alimentaires locales;
- enfin, le sous-syst�me artisanal assure une certaine
ind�pendance des pays en d�veloppement vis-�-vis des investisseurs �trangers,
ceci � rencontre des entreprises agro-industrielles � forte intensit� de
capital, orient�es vers les cultures de rente et l'exportation de produits
tropicaux vers les march�s occidentaux.
Pour ces raisons, le pr�sent dossier technique se limite �
l'�tude des techniques de transformation applicables � l'�chelle artisanale ou
semi-industrielle et laisse de c�t� les techniques industrielles sur lesquelles
de nombreux ouvrages sont disponibles.
Le recours � des techniques import�es n�cessite par ailleurs des
capitaux et cr�e peu d'emplois. Les entreprises qui font usage de ces techniques
r�orientent l'agriculture vers un syst�me de culture de rente � haute intensit�
de capital sans tenir compte des besoins alimentaires de la
population.
1.4 Choix des l�gumes � transformer
Le nombre des l�gumes pouvant �tre transform�s dans les pays en
d�veloppement est consid�rable. Il est n�cessaire d'op�rer un choix selon les
crit�res suivants:
- l�gumes produits en grande quantit� dans les pays
en d�veloppement (r�gions tropicales ou semi-arides) en vue d'une consommation
locale;
- � l'int�rieur d'une m�me cat�gorie de l�gumes (tubercules,
l�gumineuses, graines, fruits, feuilles, bulbes, racines), on choisira les
l�gumes les plus consomm�s dont le type de transformation est semblable �
beaucoup d'autres;
- l�gumes dont le d�lai de conservation apr�s r�colte est court
et la p�riode de maturit� limit�e dans le temps;
- l�gumes dont le prix apr�s transformation reste accessible aux
groupes � bas revenu;
- l�gumes ayant une valeur nutritionnelle
particuli�re.
Le tableau 2 regroupe les l�gumes choisis et leurs
caract�ristiques.
D'autres l�gumes moins courants, mais largement consomm�s dans
certains pays, sont �galement �tudi�s (patates douces, ignames, haricots, pois,
choux, �pinards, poireaux, feuilles diverses, poivrons, piments, gombos,
cornichons, aubergines, ail, navets, carottes,
betteraves).
1.5 Choix des techniques de transformation
Ce dossier se limite volontairement � la transformation des
l�gumes � l'�chelle artisanale ou semi-industrielle en vue d'obtenir des
produits non p�rissables et accessibles aux tranches de population � faible
revenu.
Les techniques choisies doivent r�pondre aux caract�ristiques
suivantes: utilisation de la main-d'oeuvre et des mati�res premi�res locales,
valorisation du savoir-faire traditionnel, co�ts d'investissement et de
production peu �lev�s, mise en application rapide sans grande demande de
main-d'oeuvre qualifi�e.
Tableau 2. Caract�ristiques de certains l�gumes
L�gumes
Apport nutritionnel
Difficult� de stockage
Consommation importante
Transformation applicable � de nombreux produits
calorique
prot�ique
vitaminique
min�ral
Manioc
X
X
X
Soja-pois
X
X
X
X
X
Tomates
X
X
X
X
X
Oignons
X
X
X
X
X
Haricots verts
X
X
X
Concombres
1.6 Effets sur l'environnement
Les cons�quences �cologiques et �nerg�tiques des technologies
trait�es dans ce dossier font l'objet d'un chapitre distinct. Pour tirer le
meilleur parti des ressources naturelles et des mati�res premi�res, il convient
de consid�rer:
- la compatibilit� du processus de transformation
avec l'�nergie disponible (renouvelable ou non) de la zone consid�r�e;
- le recyclage des d�chets en vue de l'alimentation animale, la
fabrication des mat�riaux de construction, la production des combustibles
(charbon de bois, alcool, m�thane), la production des engrais et les autres
utilisations industrielles annexes sp�cifiques � certains produits (par exemple
la colle fabriqu�e � partir de r�sidus de manioc);
- l'utilisation ou l'�puration des eaux us�es;
- dans le cadre de l'int�gration de la technologie au milieu
humain, la valeur nutritionnelle des produits transform�s en tenant compte des
carences en vitamines et �l�ments
min�raux.
1.7 Public concern� par le pr�sent dossier
Par ses aspects techniques, mais �galement du fait des
cons�quences socio-�conomiques qu'elle peut avoir, cette �tude sur la
transformation des l�gumes s'adresse non seulement aux d�cideurs gouvernementaux
responsables de la d�finition des strat�gies nationales, aux investisseurs
locaux et aux artisans (fabricants de mat�riels), mais �galement aux producteurs
qu'il est d'ailleurs souhaitable, pour une meilleure efficacit� du syst�me et au
profit du d�veloppement rural, de regrouper en association avec les
transformateurs.
Le tableau 3 r�sume les technologies utilis�es et les produits
transform�s �tudi�s.
Tableau 3. L�gumes transform�s et techniques de
transformation
Conservation des L�gumes � Petite �chelle (CTA - ILO - WEP, 1990, 186 p.)
CHAPITRE 2 - PRETRAITEMENTS
2.1 G�n�ralit�s
2.2 Lavage
2.3 Pesage
2.4 Epluchage
2.5 Triage
2.6 Parage
2.7 Calibrage
2.8 D�coupage
2.9 R�page
2.10 Broyage
2.11 Pressage
2.12 Blanchiment ou pr�cuisson-refroidissement
2.13 Trempage dans un bain de conservation
2.14 D�gorgeage et �gouttage
Conservation des L�gumes � Petite �chelle (CTA - ILO - WEP, 1990, 186 p.)
CHAPITRE 2 - PRETRAITEMENTS
2.1 G�n�ralit�s
Les l�gumes qui arrivent sur le lieu de transformation doivent
subir une pr�paration avant d'�tre soumis aux proc�d�s qui assureront leur
conservation.
Cette pr�paration s'effectue en plusieurs �tapes, diff�rentes
selon le l�gume et la technique de conservation
choisie.
2.2 Lavage
Principe
Appliqu� d�s l'arriv�e des l�gumes � l'usine, le lavage permet
d'�liminer grossi�rement les pierres et les d�chets terreux des l�gumes qui
n�cessitent un �pluchage (cet �pluchage sera d'ailleurs suivi d'un lavage
compl�mentaire). L'�pluchage doit �tre particuli�rement soign� pour les l�gumes
qui ne subissent qu'un lavage. Celui-ci sera suivi d'un �gouttage.
Mat�riel
- Eau. La qualit� de l'eau importe peu, � moins
qu'il ne s'agisse d'un lavage final; dans ce cas, elle doit �tre potable.
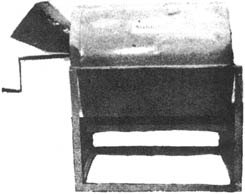
- Bac de lavage. Celui-ci doit �tre muni de paniers permettant
une r�cup�ration facile. Ces paniers peuvent �tre fixes ou agit�s manuellement
ou m�caniquement (figure 1).
- Laveur � jet puissant qui asperge les l�gumes dispos�s sur un
tapis perfor� ou grillag�.
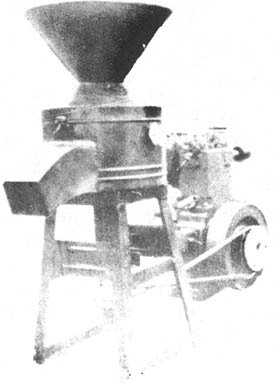
- Laveur � tambour rotatif asperg� par un syst�me de jets. La
rotation est assur�e manuellement ou � l'aide d'un moteur (figure
2).
Dans le cas du bac, l'eau doit �tre chang�e r�guli�rement. Le
lavage en tambour est g�n�ralement plus �conomique, tandis que le syst�me par
aspersion sur tapis ou dans un tambour permet de traiter de plus grandes
quantit�s de l�gumes.
Cas particuliers
Il est plus facile de laver les l�gumes peu fragiles (tubercules
et racines tub�reuses, racines non tub�reuses (carottes, navets, betteraves,
oignons)) dans un laveur � tambour, apr�s les avoir pr�alablement tremp�s dans
un bac. Les l�gumes qui s'�crasent facilement seront nettoy�s par trempages
successifs dans des bacs, sous l�g�re
agitation.
2.3 Pesage
Le pesage permet de conna�tre la quantit� exacte de l�gumes
arrivant � l'usine et de calculer la quantit� des ingr�dients de fabrication,
g�n�ralement �valu�e en kilo par kilo de produit.
Figure 1. Bac de lavage �
panier perfor�
Figure 2. Laveur � tambour
rotatif actionn� � la
main
2.4 Epluchage
Principe et description
L'�pluchage �limine les parties externes non comestibles des
l�gumes. Il peut se faire:
- � la main sur le l�gume intact. L'op�ration est
longue et entra�ne des pertes importantes, mais elle requiert peu de mat�riel;
- � la main, apr�s un traitement des l�gumes r�alis� soit � la
chaleur humide (les l�gumes sont plong�s dans l'eau bouillante ou dans un bain
de vapeur qui provoque apr�s refroidissement un d�tachement facile ou spontan�
de la peau), soit � la chaleur s�che (les l�gumes sont grill�s sur une flamme et
pel�s � la main);
- � la main, apr�s passage des l�gumes dans une solution
alcaline: le bain alcalin est g�n�ralement bouillant et contient entre 5 et 20
pour cent de soude (5 � 20 kg de soude pour 100 kg de solution). Les l�gumes
doivent �tre ensuite soigneusement rinc�s pour �liminer toute trace de soude
susceptible de compromettre leur conservation ult�rieure. Il est donc pr�f�rable
d'utiliser les autres m�thodes d'�pluchage;
- par voie m�canique: cette m�thode n'est applicable qu'aux
racines et tubercules, peu sensibles � l'�crasement. Elle s'accompagne d'une
aspersion d'eau qui assure l'�limination des �pluchures. Elle pr�sente
l'inconv�nient de ne pas atteindre les parties concaves, qui doivent �tre
�pluch�es � la main.
Mat�riel
a) Op�ration manuelle
- couteau simple (en acier inoxydable de pr�f�rence,
certains l�gumes r�agissant au contact des mat�riaux ferreux);
- couteaux am�lior�s (figures 3 a, b et c).
b) Op�ration manuelle apr�s traitement
- couteaux divers (figure 3 d);
- r�cipients de cuisson: marmites pour cuisson � l'air libre,
avec filet ou panier int�rieur (cuisson � l'eau) ou marmites avec couvercle
(autoclaves) avec filet ou panier int�rieur (cuisson � la vapeur). Dans le cas
d'un traitement � la soude, le mat�riel destin� � contenir la soude dilu�e
bouillante doit r�sister � un tel traitement (acier inoxydable);
- mat�riel de grillage: cylindre grillag� rotatif, chauff�
directement � la flamme.
c) Op�ration m�canique
- cylindre dont le fond est constitu� par un disque
tournant qui provoque un mouvement ondulatoire et rotatoire (900 tours/mn) et
dont les parois verticales sont constitu�es d'un mat�riau abrasif (fonte
�meris�e). Des aspersions d'eau �liminent les d�chets issus de l'�pluchage;
- b�tonni�re: cylindre horizontal tournant � 40 tours/mn. Un
rev�tement interne abrasif ou des lames de bois assurent une abrasion des
l�gumes, accentu�e par un frottement des l�gumes entre eux. Une alimentation en
eau (aspersion ou pompe) assure l'�vacuation des d�chets;
- �plucheuse � couteaux cylindriques �tudi�e sp�cialement pour
le manioc mais adaptable �ventuellement � d'autres l�gumes (figure 5): un
cylindre est muni de couteaux longitudinaux, l'autre d'une surface rugueuse. Les
couteaux sont espac�s de 15 mm et inclin�s � 15°. Un moteur de 1 CV
tournant � 1.425 tours/mn entra�ne la rotation des cylindres en sens inverse;
- �plucheuse broyeuse (sp�cifique au manioc) (figure 6)
constitu�e par un poste de coupe qui coupe les racines longitudinalement en 4
morceaux et d'un poste de s�paration �corce-pulpe, constitu� d'un cylindre
sup�rieur (lisse et plein) qui �crase la racine coup�e contre un cylindre
inf�rieur alv�ol� qui s�pare la pulpe sous forme de d�.
Figure 3 a et b. Couteaux �
�plucher racines et tubercules
Figure 3 c et d. Couteau �
peler et couteau � �trognonner fruits et l�gumes
Figure 4. Eplucheuse type
b�tonni�re
Figure 5. Eplucheuse �
couteaux cylindriques sp�ciale pour le manioc - D�tail des cylindres � couteaux
Figure 5. Eplucheuse �
couteaux cylindriques sp�ciale pour le manioc - Vue lat�rale
Figure 6. Eplucheuse broyeuse
� manioc, type Bertin
Le tableau 4 r�sume les diverses caract�ristiques d'�pluchage du
manioc.
Cas particuliers
Ils sont r�sum�s dans le tableau
5.
2.5 Triage
Il a pour but de trier les produits d�fectueux (pourris, pas
assez m�rs ou �cras�s). Il s'effectue manuellement sur une table de triage et
peut �tre r�alis� pendant le parage.
Les �carts de triage sont r�colt�s dans des
bacs.
2.6 Parage
Il permet d'�liminer les trognons, racines, parties endommag�es
ou insuffisamment m�res, queues et fils. Il se fait uniquement � la main �
l'aide de couteaux bien aff�t�s en acier inoxydable ou de couteaux am�lior�s
(figure 3 d) sur des tables de parage. Les d�chets sont recueillis dans des
bacs. Les parties devant �tre �limin�es chez certains l�gumes sont mentionn�es �
titre d'exemple dans le tableau 6.
Tableau 4. Comparaison des diff�rents proc�d�s d'�pluchage
du manioc
Epluchage
Productivit� horaire
Nombre de personnes
Productivit� par personne
Rendement
Racines �pluch�es
Consommation en �nergie
Consommation en eau
(kg/h)
(p)
(kg/h/p)
(%)
(kg/h/p)
(kWh/100 kg)
(1/100 kg)
Couteau de cuisine
22
1
22
80
17,6
0
0
B�tonni�re
120
1
120
72
86,4
0,61
40
Eplucheuse � couteaux cylindriques:
- racines non tri�es
165
1
165
84
118,5
0,44
0
- racines tri�es
185
2
93
79,6
74
0,40
0
Eplucheuse broyeuse
800
4
200
73
146
0,46
0
Source: Vinck, D., 1982.
Tableau 5. Modes d'�pluchage des l�gumes
L�gumes
Epluchage manuel
Epluchage m�canique
Direct
Apr�s traitement � la chaleur
Apr�s grillage
Apr�s traitement alcalin
Patates douces
X
115,6°C (9-12 mn)
100°C (soude 15-20%) (6-8 mn)
X
Ignames
X
X
100°C (soude � 10%)
X
Manioc
X
X
Pois - Haricots
X
Soja
X
Feuilles
X
Tomates
100°C (30-60s)
Poivrons
X
Carottes
X
100°C (soude � 5 ou 10%)
Apr�s blanchiment
Navets-Choux-navets
X
Betteraves
X
X
X
Oignons
X
X
X
Tableau 6. Parties �limin�es lors du parage
L�gumes
Parties � �liminer
Tubercules et racines
Extr�mit�s
Choux
Feuilles ext�rieures et trognon
Poireaux
Racines
Epinards et autres feuilles
Grosses nervures
Tomates
Trognon
Gombos
Extr�mit�s
Poivrons
Coeur et cloisons
Haricots verts
Extr�mit�s et fils
Oignons et navets
Fanes et racines
Betteraves
Extr�mit�s (apr�s cuisson)
2.7 Calibrage
Principe et description
Le calibrage consiste � trier les l�gumes selon leur taille pour
les r�partir en lots homog�nes.
L'homog�n�it� de taille est importante dans certains cas de
traitement de conservation qui font intervenir des transferts de mati�re (eau,
sel, acide) ou de chaleur. Le calibrage s'effectue sur des produits entiers, qui
ne sont pas destin�s � subir ult�rieurement des r�ductions de taille (d�coupage,
r�page). Le calibrage des produits coup�s se fait en m�me temps que leur
d�coupage. Il peut se faire par une mise en mouvement manuelle ou m�canique du
produit ou de l'appareil de calibrage.
Mat�riel
La plupart des appareils de calibrage peuvent fonctionner
manuellement ou m�caniquement selon le m�me principe:
- calibreuse � vibrations: il s'agit d'un tamis pos�
sur un cadre secou� manuellement ou m�caniquement. Des tamis de diam�tres
diff�rents peuvent �tre superpos�s pour r�partir les l�gumes de diff�rents
calibres en une seule op�ration;
- calibreuse � tambour rotatif (figure 8): un cylindre rotatif �
axe l�g�rement inclin� est perfor� de trous ou de fentes de calibres croissants
par lesquels passent les l�gumes. Les l�gumes fragiles sont calibr�s par
vibration, les autres dans un tambour rotatif.
Figure 7. Evidoir � poivrons
Figure 8. Calibreuse �
tambour
rotatif
2.8 D�coupage
Principe et description
Le d�coupage a pour but de r�duire la taille des l�gumes de
fa�on � faciliter la migration de l'eau au cours du s�chage, la p�n�tration de
sel ou d'acide ainsi que les transferts de chaleur � l'appertisation. En
r�duisant l'�paisseur des morceaux, on diminue la dur�e du traitement, ce qui
assure dans bien des cas une meilleure conservation des qualit�s organoleptiques
et nutritionnelles des l�gumes.
Pour un traitement homog�ne, il importe que la taille des
morceaux soit sensiblement la m�me et que ceux-ci soient bien s�par�s les uns
des autres.
Mat�riel
- couteau en acier inoxydable;
- plaque � lames multiples, type tranche-tomates;
- tranche-l�gumes (figure 9) constitu� d'une lame tranchante
fix�e sur un support de bois;
- disque tranchant entra�n� par un moteur plac� � la base d'un
collecteur contenant les l�gumes;
- cylindre rotatif muni longitudinalement de lames qui coupent
les l�gumes provenant d'une tr�mie (figure 10).
Cas particuliers
Ces diff�rents types de mat�riel ne sont pas utilisables pour
tous les l�gumes. Le tableau 7 r�sume les possibilit�s et indique la taille des
cossettes � r�aliser.
Figure 9. Tranche-l�gumes
Figure 10. Trancheuse
m�canique � cylindre
Tableau 7. D�tails concernant le d�coupage des
l�gumes
L�gumes
Mat�riel utilis�
Taille des cossettes (�paisseur en mm)
Couteau
Plaque � lames multiples
Tranche-l�gumes
Disque tranchant
Cylindre rotatif
Patates douces
X
X
X
X
2-3
Ignames
X
X
X
X
5
Manioc
X
X
X
X
Choux
X
5
Poireaux
X
3
Epinards
X
Tomates
X
X
7-10
Gombos
X
Poivrons
X
5
Haricots verts
X
20 (longueur)
Piments
X
Carottes
X
X
5-6
Oignons
X
X
4
Navets
X
X
Betteraves
X
X
2-3
2.9 R�page
Principe et description
Le r�page a pour but de r�duire consid�rablement la taille des
l�gumes � traiter, les morceaux n'�tant plus s�parables les uns des autres. Il
est pratiqu� essentiellement sur des l�gumes fermes comme les racines, les
tubercules et les bulbes.
Mat�riel
- r�pe manuelle (morceau de t�le perfor�e
artisanalement � l'aide d'un clou); les pertes sont toutefois importantes et le
danger de se blesser les doigts �vident;
- r�pe � cylindre perfor�, entra�n� par un moteur, d'un
rendement de 250 � 1.000 kg de manioc/heure/personne (figure 11);
- r�pe � cylindre muni de lames longitudinales (figure 12).
L'absence d'alv�oles facilite le nettoyage. Le rendement est d'environ 500 kg de
manioc/heure/personne;
- r�pe artisanale � p�dalier (figure 13). Un disque de bois
entra�n� par un p�dalier est muni de morceaux de lames en dents de scie. Exempte
d'alv�oles, cette r�pe est facile � nettoyer;
- r�pe � disque entra�n�e par un moteur (figure 14). Le disque
est perfor�, ce qui le rend difficile � nettoyer. Le rendement est de quelques
centaines de kilos de manioc par heure et par personne.
On enregistre les pertes les plus fortes dans le cas du r�page
manuel; toutefois, les autres syst�mes peuvent �galement laisser passer de gros
morceaux de l�gumes non r�p�s dans certains cas. L'entretien se r�v�le plus
facile pour les r�pes � lames (r�pe � p�dalier ou � cylindre muni de lames). Les
r�pes � cylindre et � disque n�cessitent un moteur de 2 � 3 CV.
Figure 11. R�pe � cylindre
perfor�
Figure 12. R�pe � cylindre
muni de lames longitudinales
Figure 13. R�pe � p�dalier
Figure 14. R�pe � disque �
moteur
2.10 Broyage
Principe et description
Le broyage est effectu� soit pr�alablement au s�chage, pour
faciliter la d�shydratation, soit en tant que post-traitement du s�chage, pour
transformer les produits s�ch�s en poudre.
Le broyage r�alis� sur le produit humide concerne
essentiellement le manioc, encore que celui-ci puisse �tre s�ch� sous forme de
cossettes, puis r�duit en poudre une fois d�shydrat�.
Mat�riel
Le broyage manuel est effectu� au pilon et mortier.
Il existe essentiellement 4 types de broyeurs m�caniques, dont
certains sont peu utilisables pour les produits humides (voir le chapitre 3).
Ces produits peuvent �tre r�duits � l'�tat de p�te � l'aide de:
- broyeurs � marteaux (figure 15): plusieurs jeux de
marteaux (jusqu'� 6) sont dispos�s radialement sur un rotor qui tourne �
1000-1500 tours/mn dans un carter muni d'une grille perfor�e semi-circulaire
tenant lieu d'“enclume”. Les perforations de ces grilles
interchangeables varient entre 3 et 5 mm de diam�tre. Ce type de broyeur
pr�sente l'avantage d'une grande robustesse; il peut r�sister aux pierres et aux
cailloux et �tre fabriqu� localement;
- broyeurs � couteaux: � la diff�rence des broyeurs pr�c�dents,
ces appareils sont munis d'une multitude de lames bien aiguis�es fix�es sur un
rotor tournant � 1.000 tours/mn environ.
Figure 15. Principe de
fonctionnement du broyeur �
marteaux
2.11 Pressage
Principe et description
Le pressage s'applique plus particuli�rement au manioc ayant
subi un rouissage ou � la pulpe de manioc en cours de fermentation. Il a pour
but d'�liminer une partie de l'eau en comprimant le produit, de fa�on �
acc�l�rer l'�tape suivante de s�chage proprement dit.
Il s'effectue sur des racines rouies enti�res, r�p�es, broy�es
ou sous forme de cossettes et doit �tre suivi d'un �mottage manuel pour
faciliter le s�chage.
Mat�riel
De nombreux syst�mes de pressage existent, certains tr�s
artisanaux, d'autres plus �labor�s:
- pressage par torsion d'un sac en fibres textiles
tiss�es ou tress�es contenant la mati�re � presser (figure 16). Ce syst�me ne
peut �tre utilis� que pour de tr�s petites quantit�s au niveau familial;
- pressage de pulpe en sacs dispos�s dans un panier sous une
charge de grosses pierres.
Ces deux syst�mes pr�sentent l'avantage d'�tre tr�s simples et
de n'employer que des mat�riaux locaux.
- pressage de sacs contenant le produit et dispos�s
entre des planches maintenues au moyen de cordages (figure 17). Comme les
syst�mes pr�c�dents, il est tr�s facile � installer, mais moins ais� � mettre en
oeuvre;
- presse � levier (figure 18): un levier soumis � un poids
provoque la descente du plateau qui comprime les sacs de produits dispos�s en
dessous;
- presse � vis (figure 19) ou � oreillons: par un syst�me de
manivelle et un pas de vis, on force un plateau contre la masse �
presser.
La presse � levier et la presse � vis sont deux syst�mes qui
utilisent la force humaine et sont plus efficaces que les pr�c�dents. Les
op�rations de chargement et d�chargement des sacs subsistent toutefois. Chaque
cycle de fonctionnement dure environ une heure.
- presse hydraulique (figure 20): un piston central,
actionn� par une pompe � huile ou � eau, provoque le d�placement d'un plateau
qui applique une forte pression sur les sacs contenant la mati�re � presser. Le
produit est press� en une ou deux fois, et chaque cycle dure environ 20 � 30 mn.
Avec un moteur de 4 CV, une telle presse peut traiter 1.500 kg de manioc par
heure, avec un taux d'extraction sup�rieur � 40 pour cent, le taux d'extraction
�tant d�fini par la relation: quantit� de liquide extrait/quantit� de produit;
- presse centrifuge (figure 21): la force centrifuge r�sultant
de la rotation du tambour applique fortement la masse contre les parois
perfor�es de celui-ci; cette pression provoque une exsudation du jus qui
s'�chappe au travers des parois perfor�es recouvertes d'un tamis en toile
m�tallique;
- presse � rouleaux (figure 22): la pulpe � presser est amen�e
manuellement entre deux rouleaux tournant en sens inverse et munis d'une gaine
en caoutchouc de fa�on � �tre jointifs; prise entre ces rouleaux, la masse est
�cras�e et le jus s�par�. Ce syst�me fonctionne en continu et n�cessite une
personne pour assurer une alimentation r�guli�re. Les cylindres sont entra�n�s
par un moteur de 5 CV.
Figure 16. Pressage par
torsion d'un sac
Figure 17. Pressage de sacs
entre planches
Figure 18. Presse � levier
Figure 19. Presse � vis
Figure 20. Presse hydraulique
Figure 21. Presse centrifuge
Figure 22. Presse �
rouleaux
2.12 Blanchiment ou pr�cuisson-refroidissement
Principe et description
a) Blanchiment
Le blanchiment vise � inhiber les actions enzymatiques
susceptibles de provoquer une alt�ration du produit pendant ou apr�s le
traitement de conservation.
Il consiste en un traitement rapide � la chaleur et peut �tre
r�alis� suivant deux m�thodes:
- le blanchiment � l'eau: on immerge les
l�gumes dans de l'eau bouillante de fa�on � ce qu'ils soient totalement
recouverts. Il est n�cessaire d'employer environ 10 litres d'eau par kg de
l�gumes; cette eau peut en g�n�ral �tre r�utilis�e jusqu'� 5 ou 6 fois. Elle
doit satisfaire � certaines exigences physico-chimiques et microbiologiques;
- le blanchiment � la vapeur: les l�gumes sont plong�s
dans une atmosph�re de vapeur cr��e par l'�bullition d'un certain volume d'eau
au fond du r�cipient. Ils sont dispos�s dans un treillis m�tallique en couches
de faible �paisseur et non tass�es de fa�on � �tre soumis uniform�ment �
l'action de la vapeur.
Chacune de ces techniques poss�de ses avantages et ses
inconv�nients, r�sum�s au tableau 8. Le choix de la technique d�pend des
conditions locales et du produit lui-m�me.
Le blanchiment doit n�cessairement �tre suivi d'un
refroidissement imm�diat, r�alis� par immersion dans un bac d'eau courante ou
par pulv�risation, de fa�on � �viter une surcuisson des l�gumes et une perte
importante de vitamines.
b) Pr�cuisson
Il s'agit en fait d'un blanchiment prolong� qui, en plus des
avantages du blanchiment, assure un ramollissement de la texture du l�gume.
Ce traitement est r�alis� de la m�me fa�on que le blanchiment,
selon les deux m�thodes possibles, mais pendant un laps de temps sensiblement
plus long.
Mat�riel
La diff�rence entre l'�chelle artisanale et semi-industrielle,
pour cette op�ration, ne r�side en fait que dans le dimensionnement du mat�riel;
celui-ci est en effet semblable dans son principe, et comprend:
- un panier ou treillis m�tallique (figure 23), ne
comportant ni fer ni cuivre, muni d'un syst�me de soul�vement pour les grandes
capacit�s. Dans le cas des unit�s artisanales, le panier peut �tre fabriqu� en
mat�riaux locaux (osier par exemple);
- un r�cipient de cuisson, muni ou non d'un couvercle. Ce
dernier est cependant n�cessaire, dans le cas d'un blanchiment ou d'une cuisson
� la vapeur, pour maintenir une atmosph�re suffisamment riche en vapeur et
�viter un refroidissement des l�gumes au contact de l'air;
- des bacs aliment�s en eau courante, tr�s r�guli�rement
nettoy�s, destin�s � assurer le refroidissement des l�gumes;
- des tapis grillag�s surmont�s d'une rampe d'aspersion,
�galement pour le refroidissement.
Tableau 8. Avantages et inconv�nients respectifs du
blanchiment � l'eau ou � la vapeur
Proc�d�
Avantages
Inconv�nients
Blanchiment � l'eau
Simplicit� du mat�riel, co�ts d'achat et d'entretien peu �lev�s
Bonne connaissance du traitement � appliquer
Valeur �lev�e du coefficient d'�change thermique entre l'eau et
le produit, donc temps de blanchiment plus court
Lavage simultan� du produit
Possibilit� de r�gler la temp�rature
Capacit� importante pour un encombrement r�duit
Emploi d'eau en grande quantit� et � temp�rature �lev�e, donc:
- grande consommation d'�nergie - beaucoup
d'effluents
Pertes d'�l�ments nutritifs par dissolution dans l'eau de
blanchiment
R�tention de constituants solubles (mais elle n'est que
momentan�e)
Difficult� de nettoyage du treillis m�tallique
Difficult� d'obtenir un traitement uniforme
Valeur peu �lev�e du coefficient d'�change thermique, donc temps
de blanchiment plus long
Temp�rature de travail unique
Encombrement important pour une capacit� r�duite (faible
�paisseur des couches de produits)
Cas particuliers
Le bain de blanchiment contient parfois certains produits
pouvant agir sur la conservation des produits (sel, bicarbonate de soude). Ces
produits, ainsi que les temps de blanchiment, d�pendent de la technique de
conservation choisie. Les pr�cisions concernant chaque cat�gorie de l�gumes
seront apport�es dans les chapitres
correspondants.
2.13 Trempage dans un bain de conservation
Principe et description
Cette op�ration est uniquement r�alis�e avant le s�chage en vue
d'�viter les alt�rations de couleur, d'ar�me ou de texture susceptibles d'�tre
engendr�es par une longue exposition des l�gumes � des temp�ratures de 30 �
50°C ou plus.
A cette fin, on plonge les l�gumes, imm�diatement avant le
s�chage, dans un bain contenant des agents de conservation tels que l'anhydride
sulfureux (SO2), le chlorure de sodium (NaCl) ou les deux en
combinaison.
Apr�s le temps d'immersion n�cessaire, on laisse le produit
s'�goutter naturellement, hors du bain. Ce dernier peut �tre r�utilis� �
plusieurs reprises, � condition de r�ajuster sa concentration en agent de
conservation.
Mat�riel
Il comprend un r�cipient quelconque et un filet (en tissu ou en
m�tal) pouvant �tre suspendu pour permettre l'�gouttage. Les mat�riels en cuivre
ou en fer sont proscrits.
Cas particuliers
La concentration du bain et les temps de trempage sont indiqu�s
au tableau
9.
2.14 D�gorgeage et �gouttage
Principe et description
Cette op�ration est r�alis�e seulement avant la mise au vinaigre
des l�gumes. Elle a pour but d'�liminer partiellement l'eau contenue dans les
l�gumes et d'�viter ult�rieurement une dilution pr�judiciable du vinaigre.
Le d�gorgeage s'effectue en maintenant les l�gumes pendant un
temps plus ou moins long en milieu sal�. La quantit� de sel utilis�e doit �tre
suffisante pour recouvrir les l�gumes dispos�s en couches.
Le sel est ensuite �limin� et le l�gume mis � �goutter
soigneusement.
Mat�riel
R�cipient quelconque et filet d'�gouttage (� l'exclusion d'un
mat�riel en fer ou en cuivre).
Cas particuliers
Les temps de d�gorgeage pour les l�gumes n�cessitant ce
traitement sont d�taill�s dans le tableau 10.
Tableau 9. R�alisation du trempage dans un bain de
conservation
L�gumes
Agents de conservation
Anhydride sulfureux (SO2) (apport� par du
m�tabisulfite)
Chlorure de sodium (NaCl)
Temps (mn)
Quantit� � ajouter (g/l)
Temps (mn)
Quantit� � ajouter (g/l)
Patates douces
1
12
Choux
1
12
Tomates
3
9
3
100
Gombos
1
12
Poivrons
1
3
Haricots verts
1
12
Carottes
1
12
Oignons
5
50
Navets-Choux-navets
1
12
Tableau 10. Temps de d�gorgeage des l�gumes avant mise au
vinaigre
L�gumes
Temps (en heures)
Concombres
12
Cornichons
24 (apr�s agitation dans un sac contenant du sel)
Tomates vertes
12
Conservation des L�gumes � Petite �chelle (CTA - ILO - WEP, 1990, 186 p.)
CHAPITRE 3 - CONSERVATION PAR SECHAGE
3.1 Proc�d� g�n�ral et �chelles de production
3.2 Pr�traitements
3.3 S�chage
3.3.1 Principe et description
3.3.2 Mat�riel
3.3.3 Cas particuliers
3.4 Post-traitements
(introduction...)
3.4.1 Triage
3.4.2 Broyage
3.4.3 Tamisage
3.4.4 Emballage - conditionnement - stockage
Conservation des L�gumes � Petite �chelle (CTA - ILO - WEP, 1990, 186 p.)
CHAPITRE 3 - CONSERVATION PAR SECHAGE
3.1 Proc�d� g�n�ral et �chelles de production
Le s�chage, ou d�shydratation, consiste � �liminer l'eau
contenue dans les l�gumes jusqu'� obtention d'une teneur en eau compatible avec
une conservation � long terme. Cette teneur r�siduelle doit �tre g�n�ralement
comprise entre 5 et 15 pour cent d'eau.
L'op�ration de s�chage doit �tre pr�c�d�e et suivie de toute une
s�rie de traitements appliqu�s dans le but de faciliter le s�chage et d'obtenir
une bonne qualit� hygi�nique et organoleptique des l�gumes s�ch�s. Le tableau 11
pr�cise les diverses �tapes des processus de transformation par s�chage
appliqu�s � diff�rents l�gumes.
A l'int�rieur de cette ligne de fabrication g�n�rale, chaque
�tape doit �tre compatible, en termes de quantit� de l�gumes trait�s par heure,
avec celle qui la pr�c�de ou la suit, de fa�on � �viter que des postes ne soient
surcharg�s ou fonctionnent � vide.
Les s�choirs propos�s peuvent traiter, en 24 heures, des
quantit�s allant de 50 kg � plusieurs tonnes, les plus fortes capacit�s �tant
obtenues gr�ce � des s�choirs chauff�s au combustible.
On peut r�sumer ces op�rations successives par le sch�ma de la
figure 24.
Figure 24. Sch�ma g�n�ral de conservation par s�chage
Lavage ¯ Pesage ¯ Epluchage Triage Lavage ¯ D�coupage ou r�page ou broyage ¯ Blanchiment ou
pr�cuisson Refroidissement ¯ Trempage
dans un bain de conservation Egouttage ¯
S�chage
¯ Triage ¯ Broyage ¯ Tamisage ¯ Conditionnement
Tableau 11. Etapes dans la pr�paration de divers l�gumes
s�ch�s
Les pr�traitements �num�r�s dans le tableau 11 pour chaque
l�gume ont �t� �tudi�s au chapitre 2. Il convient cependant de pr�ciser trois
points:
a) les vari�t�s am�res de manioc contiennent une
substance toxique, l'acide cyanhydrique, qu'il convient d'�liminer par
rouissage: on immerge, � cet effet, les racines dans de l'eau stagnante ou
courante pendant deux � trois jours;
b) en ce qui concerne le blanchiment des l�gumes avant s�chage,
le tableau 12 indique les proc�d�s de blanchiment � l'eau bouillante ou � la
vapeur, les additifs �ventuellement utilis�s ainsi que les temps de traitement
n�cessaires;
c) dans le cas du gombo, il est n�cessaire, au cours du
refroidissement dans un bain, de bien �liminer les mucosit�s au cours du
blanchiment.
Tableau 12. Blanchiment des l�gumes avant s�chage
L�gumes
Blanchiment � l'eau bouillante
Blanchiment ou cuisson � la vapeur
Temps (mn)
Concentration en bicarbonate de sodium (g/l)
Concentration en sel (g/l)
Temps (mn)
Patates douces
5
8
Ignames
6 � 8 (� 60°C)
Pois et haricots
10
Choux
3
10
5
Epinards et autres feuilles
3
30
Gombos
6
10
Haricots verts
4 � 6
10
Carottes
4 � 6
Navets
4 � 6
Betteraves rouges
30 � 45
3.3 S�chage
3.3.1 Principe et description
Du fait de la diminution de la teneur en eau dans les tissus
cellulaires des v�g�taux, les r�actions de d�gradations biochimiques et
microbiennes sont inhib�es car elles ne peuvent avoir lieu qu'� partir d'un
certain seuil d'activit� de l'eau. Pour que cette inhibition soit durable et
totale, le s�chage devra �tre suffisamment pouss� tandis que le stockage devra
emp�cher toute r�humidification du produit.
M�thodes de s�chage
L'une des fa�ons de proc�der � l'�limination de l'eau du produit
consiste � provoquer son �vaporation gr�ce � un apport de chaleur qui peut �tre
r�alis�:
- par rayonnement: les rayons, solaires dans le cas
qui nous pr�occupe, provoquent un r�chauffement direct du produit;
- par convection: de l'air entourant le produit se trouve � une
temp�rature plus �lev�e que le produit;
- par conduction: le produit est r�chauff� par un contact direct
avec une surface chaude.
Types de s�choirs
Traditionnellement, dans les pays chauds, le s�chage est r�alis�
par exposition directe au soleil des produits �tal�s sur le sol; il s'agit d'un
s�chage par rayonnement et convection, tr�s �conomique, mais pr�sentant
cependant des inconv�nients consid�rables quant � la qualit� nutritionnelle et
hygi�nique des produits s�ch�s:
- d�gradation des vitamines; - d�pigmentation des
l�gumes; - brunissement; - contamination par la poussi�re ambiante; -
contamination due aux insectes, aux rongeurs, etc.
Il convient donc de pr�f�rer, autant que possible, d'autres
m�thodes am�lior�es permettant d'�viter au moins certains de ces aspects
n�gatifs.
Diff�rents types de s�choirs am�lior�s existent, qui peuvent
�tre r�partis en trois cat�gories:
a) S�choirs naturels am�lior�s. L'�nergie
solaire est directement utilis�e pour chauffer l'air ambiant, sans qu'il existe
de syst�me de captage et de concentration de cette �nergie. Les produits sont
plac�s soit au soleil (s�chage par convection et rayonnement), soit � l'ombre
(s�chage par convection uniquement), mais dans tous les cas ils sont sur�lev�s
par rapport au sol de fa�on � faciliter la ventilation naturelle.
b) S�choirs solaires. L'�nergie solaire est capt�e �
l'aide de dispositifs particuliers, appel�s capteurs, qui permettent d'obtenir
de l'air plus chaud que dans le cas pr�c�dent. Les produits sont plac�s dans une
chambre de s�chage aliment�e par cet air chauff�, et peuvent �tre soit expos�s
eux-m�mes au soleil (s�chage par convection et rayonnement), soit dispos�s �
l'ombre (s�chage par convection).
c) S�choirs � combustion. L'�nergie produite par la
combustion du bois, de d�chets organiques, de gaz, fuel, etc. est utilis�e pour
provoquer soit un r�chauffement de l'air qui entre en contact avec le produit,
soit une �l�vation de temp�rature du produit dispos� sur une surface chaude
(s�chage par conduction).
Comparaison des trois types de s�choir
Chacun de ces types pr�sente des avantages et des inconv�nients,
r�pertori�s au tableau 13, qu'il convient de conna�tre. Cependant, le choix d'un
type de s�choir doit n�cessairement s'accompagner d'une ma�trise r�elle de la
technique pour obtenir une bonne qualit� du produit s�ch�: s�chage uniforme,
s�chage jusqu'� une teneur en eau suffisamment faible, s�chage r�alis� de fa�on
� respecter les contraintes biologiques et biochimiques des produits.
Tableau 13. Comparaison des trois types de s�choir
Avantages
Inconv�nients
S�choirs naturels am�lior�s
Grande capacit� de s�chage si beaucoup de surface disponible
Co�t de construction tr�s faible
Co�t de fonctionnement nul (main-d'oeuvre except�e)
Contamination par la poussi�re, les insectes, etc.
Exigences climatiques (climat chaud et r�gion vent�e)
Produit plac� � l'ombre
Qualit� nutritionnelle du produit conserv�e
N�cessite une bonne ventilation naturelle pour �viter des temps
de s�chage trop longs et les d�gradations qui en d�couleraient
Produit expos� au soleil
S�chage rapide si bonne ventilation naturelle associ�e
Polyvalence
Pertes nutritionnelles (d�gradation vitaminique et pigmentaire,
brunissement)
Possibilit� de capacit� tr�s variable et adaptable
N�cessit� d'approvisionnement en combustible, d'o� un co�t de
fonctionnement qui peut �tre �lev�
Convection
Polyvalence
Bon respect des qualit�s nutritionnelles
Syst�me de ventilation obligatoire
Conduction
Tr�s rapide
Modifie consid�rablement le produit (grillage, cuisson)
N�faste pour les qualit�s nutritionnelles
Utilisable seulement pour les produits peu fragiles
Agitation obligatoire
3.3.2 Mat�riel
Diff�rents s�choirs sont d�crits dans les paragraphes suivants,
tandis que leurs caract�ristiques sont indiqu�es aux tableaux 14 (s�choirs
naturels am�lior�s et s�choirs solaires) et 16 (s�choirs � combustible).
S�choirs naturels am�lior�s
a) S�choir � crib abrit� (figure 25)
Un cadre de bois, portant un double treillis m�tallique ou un
filet, est dispos� perpendiculairement � la direction des vents dominants et
abrit� des intemp�ries par un toit. Le produit est plac� entre les deux treillis
et forme une couche d'une �paisseur d'environ 15 cm.
Le chargement d'un tel s�choir est malais�; par contre, un
syst�me peut �tre mis au point pour faciliter le d�chargement (voir la figure
26).
Un volet m�tallique ou en bois, horizontal, retient le produit �
la base du s�choir pendant le s�chage et coulisse par l'interm�diaire d'un rail
pour lib�rer le produit sec qui s'�coule sur un plan inclin� lors du
d�chargement.
b) S�choir � claies sur rails (figure 27)
Les produits sont �tal�s sur des plateaux superpos�s, dont le
fond est constitu� d'un treillis m�tallique ou d'un filet; ces plateaux peuvent
coulisser sur des rails de fa�on � pouvoir �tre mis sous abri en cas de pluie.
La sur�l�vation des plateaux par rapport au sol facilite les manutentions et
assure une bonne circulation de l'air.
S�choirs solaires
a) S�choir case: syst�me direct (figure 28)
Le produit, dispos� sur une �paisseur maximale de 10 cm, est
�tal� sur un treillis m�tallique ou un filet situ� � l'int�rieur d'une cage de
bois ouverte aux deux extr�mit�s pour laisser passer l'air et recouverte d'un
mat�riau transparent (verre, ac�tate de cellulose) permettant le passage du
rayonnement solaire.
L'inclinaison du s�choir permet une meilleure orientation par
rapport au soleil et augmente l'efficacit� de l'appareil; elle ne doit cependant
pas d�passer 30° pour �viter que le produit s'accumule dans la partie basse
malgr� la pr�sence de plots de retenue.
b) S�choir armoire: syst�me indirect (figure 29)
L'air ambiant circule dans un capteur solaire plan o� il est
r�chauff� avant de p�n�trer dans une enceinte isol�e thermiquement o� les
produits � s�cher, dispos�s sur des claies superpos�es, sont progressivement
s�ch�s par l'air chaud qui les traverse.
Le capteur plan (figure 30) est constitu� de plusieurs trav�es
form�es d'un vitrage, d'un absorbeur (t�le m�tallique pliss�e), d'une couche de
b�ton et d'un remblai de sable sec servant d'isolant.
Figure 25. S�choir � crib
abrit�
Figure 26. Syst�me de
d�chargement du crib
Figure 27. S�choirs � claies
superpos�es coulissant sur rails
Figure 28. S�choir case
Figure 29. S�choir indirect:
armoire � capteur plan (coupe longitudinale)
Figure 30. S�choir indirect:
coupe transversale d'une trav�e de capteur
(Source: Aveert, C., 1981)
Tableau 14. Caract�ristiques des s�choirs naturels
am�lior�s et solaires
S�choir
Types de produits pouvant �tre s�ch�s
Exigences de climat et de localisation
Mat�riaux de construction
Dimensions
Capacit� de remplissage
Exemple de temps de s�chage pour un produit
Capacit� globale (s�chage en 24h)
Remarques
S�choir � crib (figures 25 et 26)
Produits peu sensibles � l'�crasement:
- tubercules - racines
tub�reuses
- racines
Humidit� relative inf�rieure � 60%; vitesse du vent sup�rieure �
4 m/s
Bois Treillis m�tallique ou filet Profil�s m�talliques
Haut. 2,0 m Larg. 1,5 m Larg. des poteaux: 2,6 m
600 kg/m3, soit 300 kg environ (�paisseur 15
cm)
Manioc: 3 jours, si:
temp�rat. = 30°C humidit� = 60% vitesse du vent = 4
m/s
Manioc: 3 jours
Le fond risque de s�cher plus lentement. Il doit �tre plac� �
0,5 m au moins du sol
S�choir � claies sur rails (figure 27)
Tous produits en �paisseur variable
Saison s�che correspondant aux p�riodes de r�colte R�gions
�quatoriales de pr�f�rence
T�le ondul�e pour le toit Bois Treillis ou filet
Claies de 2 m2 environ (5 claies par module)
20 � 50 kg/m2 (graines sur couche de 30 cm), soit 200
� 300 kg ou moins de 6 kg/m (l�gumes), soit 60 kg
L�gumes: 1 � 3 jours 2
Graines: 20 � 40 kg
Possibilit� d'utilisation pour des produits plus fragiles, en
chargeant moins les claies (moindre �paisseur). Si �talement sur de grandes
�paisseurs, n�cessit� d'agitation r�guli�re des l�gumes
S�choir case, syst�me direct (figure 28)
Graines
Pr�f�rence aux climats ensoleill�s l�g�rement vent�s
Ac�tate de cellulose Bois Treillis ou filet ou plaque
perfor�e peinte en noir Ventilateur (0,25 m3/mn)
0,61 × 1,22 m
13 � 30 kg/m2 (couche de 2,5-5 cm d'�paisseur), soit
9-20 kg
Graines: 23 kg en neuf heures
30 � 50 kg
Inclinaison: 10° dans les r�gions �quatoriales, 30° au
maximum quand on s'�carte de l'�quateur
S�choir armoire, syst�me indirect (figures 29 et 30)
Tous produits
T�le aluminium pliss�e Vitrage B�ton Bois et treillis
pour claie
250 kg en deux jours
125 kg
Possibilit� d'utiliser un ventilateur. N�cessit� d'effectuer une
rotation des claies pour assurer un s�chage total des claies sup�rieures
Film plastique transparent Planche ou plaque peinte en
noir Bois et treillis pour claie Autogire
1,22 × 0,83 × 3,25 m Plateaux de 0,5 × 1 m
10 plateaux sur 5 �tages: 5-15 kg/m2
Quelques heures
100 � 200 kg
Ajustement possible de la temp�rature en diminuant ou augmentant
l'a�ration
c) S�choir armoire � ventilation �olienne (figure 31)
Dans ce syst�me mixte, l'air est chauff� par des capteurs plans
ext�rieurs tels que d�crits pr�c�demment, par passage dans une enceinte de
s�chage solaire comportant des parois vitr�es sur trois de ses c�t�s, la paroi
expos�e au nord, faite de mat�riau isolant, �tant peinte en noir.
La ventilation est assur�e par un ventilateur autogire plac� �
l'extr�mit� d'une chemin�e et fonctionnant sous l'action ascendante de l'air.
Ce syst�me permet un s�chage plus rapide mais pr�sente les
inconv�nients du s�chage direct (voir le tableau 13).
S�choirs � combustible
1. S�choirs � convection
Ces s�choirs peuvent �tre class�s de la fa�on suivante en
fonction du type de disposition du produit et du mode d'agitation (tableau 15).
Tableau 15. Classification des s�choirs � convection
fonctionnant avec des combustibles
Produit immobile
Grande �paisseur de produit (une seule couche) 10-30 cm
Faible �paisseur (plusieurs couches)
Ventilation de haut en bas
Touraille
1-5 cm
Ventilation tangentielle
Armoire
5-10 cm
Ventilation transversale
Armoire
Produit mobile
Ventilation horizontale � contre-courant
Tambour
a) Touraille
Ce syst�me, tr�s simple, consiste � insuffler de l'air chaud �
travers une masse de produit dispos�e sur une grande �paisseur (figure 32).
L'importance de la couche n�cessite un syst�me de ventilation
puissant; un dispositif de recyclage peut �tre mis en place pour �viter des
pertes de chaleur exag�r�es. Une agitation p�riodique des produits est �galement
n�cessaire pour assurer l'homog�n�it� du s�chage.
L'avantage de ce syst�me r�side dans le fait qu'il peut
s'adapter � des capacit�s tr�s variables (figure 33), qu'il peut �tre construit
de fa�on artisanale avec des mat�riaux locaux et qu'il peut utiliser des
combustibles locaux (figures 34 et 35).
Figure 31. S�choir mixte �
ventilation �olienne - a) Vue de face
Les produits sont �tal�s en faible �paisseur sur des plateaux ou
des claies (g�n�ralement de 0,5-1 m2 de surface) dispos�s dans une
enceinte o� circule de l'air chaud. L'enceinte est appel�e “armoire”
si elle est petite, et “�tuve” lorsqu'une personne peut y p�n�trer
pour d�charger les claies.
Les claies sont constitu�es d'armatures de bois ou de m�tal et
d'un fond en treillis, filet ou t�le perfor�e, cette derni�re pr�sentant
cependant des risques de surchauffe du produit.
L'air chaud, puls� par des ventilateurs, peut soit l�cher le
produit (figure 36 a), soit le traverser (figures 36 b et c); dans ce dernier
cas, la capacit� de s�chage de l'appareil est beaucoup plus importante.
Le syst�me utilisant une ventilation ascendante assure un
meilleur s�chage des claies inf�rieures: en effet, � leur contact, l'air chaud
se charge d'humidit� et sa capacit� d'�vaporation est moindre pour les claies
sup�rieures. Il est donc n�cessaire d'effectuer une rotation des claies vers le
milieu du s�chage.
L'int�r�t de ce type de s�choir tient � sa polyvalence et � sa
capacit� extr�mement variable selon le nombre de claies et leurs dimensions.
Il peut �galement �tre construit avec des mat�riaux locaux
(figure 37): t�le, b�ton, bois, f�ts de r�cup�ration de 20 � 200 litres,
grillage grossier ou plus fin.
c) Tambour (figure 38)
Un tel s�choir est constitu� d'un cylindre rotatif entra�n� par
un moteur et muni d'ailettes int�rieures. Une alimentation en air chaud assure
le s�chage des l�gumes, le contact entre l'air et le produit �tant r�alis� gr�ce
� l'agitation continue de celui-ci sous l'action de la rotation du cylindre.
Ce syst�me assure un s�chage tr�s rapide du fait de l'agitation
ininterrompue du produit � s�cher; il pr�sente n�anmoins l'inconv�nient de
briser le produit au cours du s�chage.
2. S�choirs � conduction
Le produit est en contact direct avec une surface chaude qui
peut �tre un cylindre ou un demi-cylindre m�tallique (s�choir type auge) (figure
39), ou encore une surface plane m�tallique (s�choir type air).
L'agitation du produit, indispensable pour �viter sa surchauffe,
est r�alis�e soit par la rotation du s�choir dans le cas d'un cylindre, soit par
la rotation d'un axe int�rieur muni de palettes raclant la surface int�rieure du
cylindre ou de l'auge.
En ce qui concerne les aires de s�chage, l'agitation est
produite soit manuellement, soit m�caniquement � l'aide de r�teaux dispos�s sur
un axe rotatif.
Dans tous les types de s�choirs � conduction, on effectue le
chauffage de la surface de contact soit directement � feu nu, soit indirectement
par de la vapeur.
Figure 36. Modes de
circulation de l'air dans une �tuve - a) circulation tangentielle
(Source: Kneule, 1964)
Figure 36. Modes de
circulation de l'air dans une �tuve - b) circulation tangentielle descendante
(Source: Kneule, 1964)
Figure 36. Modes de
circulation de l'air dans une �tuve - c) circulation transversale ascendante
(Source: Kneule, 1964)
Figure 37. S�choir type �tuve
de Tonga - Vue de dessus
(Source: B.E. Grenwood, 1976)
Figure 37. S�choir type �tuve
de Tonga - Exemple de combustible: coques de noix de coco
(Source: B.E. Grenwood, 1976)
Figure 37. S�choir type �tuve
de Tonga - Vue de profil
Exemple de construction artisanale fonctionnant suivant le
m�me principe, mais n'ayant pas obligatoirement les m�mes caract�ristiques
Touraille et claie
Produits non collants, insensibles � l'�crasement
N�cessit� d'agitation manuelle de la couche
S�choir IRAT: (CIRAD, BP 5035, 34032 Montpellier
Cedex/France) 6 m2 de plate-forme de s�chage. Combustible: bois ou
bourres de coques (dimension totale approximative = 3 × 3 × 3
m) S�choir ERLS: (Institute for Agricultural Research, Ahmadu Bello
University/Samaru/Nig�ria) 7,5 m2 de plate-forme de s�chage
Combustible: bois sec ou fuel (dimension totale avec abri = 4,6 × 9,15
× 2,15m)
Armoire (ventilation horizontale)
2-3
0,5-5
Polyvalent
Risque de surchauffe en surface. Fin de s�chage longue
Armoire (ventilation verticale)
1,2-1,5
0,3-0,6
Polyvalent
N�cessit� d'effectuer la rotation des claies si l'air circule de
bas en haut
S�choir Tonga: 3 × 15 claies de 0,90 × 1,80 m,
combustible: bois sec, d�chets... (dimension totale = 6,2 × 2,1 × 2 m)
Tambour (convection)
0,9-2
0,7-10
Produits non collants en morceaux ou en poudre
R�duction des produits en miettes ou en poudre
Auge ou aire de s�chage (conduction)
0,8-2,5
Produits pouvant subir grillage ou cuisson, peu sensibles �
l'�miettage
Possibilit� d'agitation manuelle du produit
Compte tenu des difficult�s de r�glage de la temp�rature et des
possibilit�s de grillage si l'agitation est insuffisante ou si le produit adh�re
� la surface, ce type de s�chage, simple dans son principe, est cependant
d�licat � r�aliser si l'on veut garder au produit toutes ses qualit�s
organoleptiques et
nutritionnelles.
3.3.3 Cas particuliers
Certains l�gumes ne peuvent �tre s�ch�s indiff�remment avec tous
les appareils pr�cit�s en raison de leur teneur en eau initiale ou de leur trop
grande fragilit�. Les m�thodes de s�chage possibles, les quantit�s � traiter
dans un m�me lot, les temp�ratures et les temps de s�chage applicables sont
pr�cis�s dans le tableau 17.
Tableau 17. Modes de s�chage des l�gumes
L�gumes
Taux de s�chage = poids de mati�re/poids de produit sec
S�choir utilisant l'�nergie solaire
S�choirs utilisant des combustibles
Exposition directe
Sans exposition directe
Par convection
Par conduction
Touraille ou tambour
Armoire ou �tuve
Patates douces Ignames
4
X
X
X
X Moins de 71°C
Manioc
X
X
Cossette
Cossette
Broyat
Pois et haricots
2-5
X
X
X
X Entre 45 et 60°C
Choux
18
X
X 5 kg/m2 entre 40 et 60°C
Poireaux
10-12
X
X
X
Epinards
14
X
X
Tomates
16
X
Attention aux moisissures
X 7 kg/m2: ventilation tangentielle 15
kg/m2: ventilation transversale entre 60 et 80°C
Gombos
10-12
X 5,5 kg/m2
X Moins de 60°C
Poivrons, piments
11-14
X
X Entre 40 et 70°C
Haricots verts
7-10
X
X Entre 45 et 60°C
Carottes
12
X 5,5 kg/m2
X
X 10-15 kg/m2 entre 85 et 90°C puis
45°C
Oignons
9
X
X
X 5 kg/m2: ventilation tangentielle 30
kg/m2: ventilation transversale entre 50 et 75°C
Navets
X
X
X
X
Betteraves rouges
12
X
X
X Entre 50 et 65°C
3.4 Post-traitements
Apr�s s�chage, le produit doit subir quelques op�rations
destin�es � le rendre commercialisable et acceptable par la population.
Certaines de ces op�rations sont facultatives (broyage), d'autres obligatoires
(triage, tamisage,
conditionnement).
3.4.1 Triage
Principe et description
Apr�s le s�chage, le triage a pour but d'�liminer les �l�ments
partiellement br�l�s; il est surtout n�cessaire apr�s s�chage au soleil ou sur
une surface chaude. Il est effectu� manuellement.
Mat�riel
Voir le chapitre 2, section
2.5.
3.4.2 Broyage
Principe et description
Ce traitement facultatif est appliqu� aux produits destin�s �
�tre commercialis�s sous forme de poudre. La nature des produits concern�s
d�pend essentiellement des habitudes alimentaires locales, tous les l�gumes
pouvant �tre broy�s � condition d'�tre suffisamment secs (teneur en humidit� de
l'ordre de 5 pour cent).
Le broyage peut �tre accompli manuellement ou m�caniquement.
Mat�riel
- pilon et mortier (manuellement);
- broyeur � marteaux;
- broyeur � cylindres: deux cylindres lisses, tournant en sens
inverse et � des vitesses diff�rentes, conduisent � l'�crasement des produits
introduits dans leur zone de contact. Si l'�cartement des cylindres est
r�glable, on peut modifier la taille des granules obtenus;
- broyeur � meules (figure 40) utilis� pour broyer entre deux
pierres, dont l'une est mobile, des produits particuli�rement durs comme les
graines de
l�gumineuses.
3.4.3 Tamisage
Principe et description
Il s'effectue sur des produits broy�s ou non broy�s de fa�on �
�liminer les particules plus fines (cas des produits non broy�s) ou plus grosses
(produits broy�s). Dans ce dernier cas, les particules plus grosses sont
achemin�es vers un broyage suppl�mentaire.
Mat�riel
On utilise des tamis d'ouverture de maille variable suivant les
produits, constitu�s de fils m�talliques ou de fibres naturelles ou
synth�tiques. Ces tamis doivent �tre constamment anim�s d'un mouvement de
va-et-vient obtenu soit manuellement (dans le cas de tamis de petite taille),
soit m�caniquement (pour des tamisages de plus grande
capacit�).
3.4.4 Emballage - conditionnement - stockage
Ces questions sont trait�es plus sp�cifiquement au chapitre 8;
il est toutefois n�cessaire de pr�ciser que les r�cipients destin�s � recevoir
des produits s�ch�s doivent satisfaire � quelques conditions bien particuli�res:
- r�sistance au choc (sauf pour les mat�riaux
destin�s � contenir des produits en poudre);
- fermeture efficace contre l'�coulement du produit;
- protection contre la r�hydratation;
- si possible, opacit�.
On peut donc utiliser les mat�riaux suivants:
- sacs de coton ou de jute pour conserver des
produits non fragiles dans un environnement sec;
- r�cipients en terre ou en verre (ce dernier mat�riau est trop
cher par rapport � son contenu);
- sachets en plastique.
Dans certains cas, pour �viter l'humidification des produits, on
les conserve dans l'huile (piments, tomates, etc.). Le stockage doit si possible
�tre effectu� en un lieu ombrag� et sec.
Figure 40. Broyeur � meules -
Vue g�n�rale
Figure 40. Broyeur � meules -
Coupe
verticale
Conservation des L�gumes � Petite �chelle (CTA - ILO - WEP, 1990, 186 p.)
CHAPITRE 4 - CONSERVATION PAR LE SEL
4.1 Proc�d� g�n�ral et �chelles de production
4.2 Pr�traitements
4.3 Salage
4.3.1 Principe et description
4.3.2 Mat�riel
4.4 Post-traitements
(introduction...)
4.4.1 Conditionnement en petits volumes
4.4.2 Pasteurisation et refroidissement
4.4.3 Stockage
4.4.4 Dessalage dans le cas de conservation en milieu fortement sal�
Conservation des L�gumes � Petite �chelle (CTA - ILO - WEP, 1990, 186 p.)
CHAPITRE 4 - CONSERVATION PAR LE SEL
4.1 Proc�d� g�n�ral et �chelles de production
La conservation par le sel consiste � modifier le milieu qui
environne les l�gumes: un taux de sel tr�s �lev�, conjugu� � un traitement
pr�alable � la chaleur (blanchiment), inhibe la croissance des micro-organismes
pathog�nes et inactive les syst�mes enzymatiques responsables de la destruction
de la structure des l�gumes; de cette mani�re, ceux-ci sont ensuite en �tat de
se conserver pendant de longs mois.
Si la teneur en sel est trop faible, une pasteurisation
(traitement par la chaleur � 70 ou 100°C pendant plusieurs minutes),
associ�e � une acidification par addition de vinaigre, s'av�re n�cessaire pour
assurer une conservation � long terme. Par contre, en l'absence de
pasteurisation, il se produit une fermentation qui modifie la texture et le go�t
du produit. Cette derni�re possibilit� est envisag�e au chapitre 6.
Le salage proprement dit peut se faire soit � sec, soit par
immersion des l�gumes dans une saumure pr�alablement pr�par�e. Dans les deux
cas, les l�gumes doivent �tre auparavant soumis � diverses op�rations de
pr�paration. Quant au stockage, il peut avoir lieu en f�ts ou en unit�s de petit
volume dans le cas de la pasteurisation.
Un sch�ma g�n�ral du proc�d� de conservation par le sel est
donn� � la figure 41. Tous les traitements et tous les syst�mes de
conditionnement ne s'appliquent pas � l'ensemble des l�gumes. Le tableau 18
pr�cise les conditions de traitement de chacun d'eux.
Une m�canisation l�g�re de certaines op�rations de conservation
par le sel est difficile � mettre au point si l'on veut �viter une
automatisation trop pouss�e. Ce proc�d� de conservation semble donc bien adapt�
aux conditions de transformation artisanale enti�rement manuelles. Cependant, il
importe de prendre quelques pr�cautions avant d'envisager l'implantation d'une
unit� de production, et notamment de savoir:
- que cette technique est forte consommatrice de
sel, bien qu'une grande diff�rence existe entre une saumure forte et une saumure
faible. Il est donc n�cessaire de pouvoir disposer d'une quantit� importante de
sel bon march� pour que le prix du produit fini reste accessible. Ce sel doit
�galement �tre tr�s pur pour �tre efficace. Il doit contenir au moins 99 pour
cent de chlorure de sodium (NaCl). Le sel doit �tre pauvre en fer (qui entra�ne
une d�coloration ou un brunissement par r�action avec les tanins), en calcium
(qui produit un pr�cipit� blanc lors de la pasteurisation) et en sulfate de
magn�sium et de sodium (qui conf�re de l'amertume au produit). On peut �liminer
le fer et le calcium en faisant bouillir la saumure et en filtrant le d�p�t qui
s'est form�;
- si ce genre de produit est accept� par la population locale;
en effet, le go�t du l�gume est fortement modifi�, surtout quand la teneur en
sel est importante et requiert un dessalage.
Figure 41. Sch�ma g�n�ral de
conservation par le sel
Tableau 18. Conservation par salage: �tapes successives
pour diff�rents l�gumes
Op�rations
Graines
Fruits
Bulbes et racines
Feuilles
Pois
Piments
Haricots
Gombos
Oignons
Carottes
Navets
Choux
Lavage
X
X
X
X
X
X
X
X
Ecossage ou �pluchage
X
X
X
X
Parage
X
X
X
X
X
X
X
X
Calibrage
X
X
X
X
X
Pesage
X
X
X
X
X
X
X
X
X
D�coupage
(X)
X
X
X
X
X
X
Blanchiment Refroidissement Egouttage
X
X
X
X
X
X
X
Salage (forte concentration)
Sel
X
Saumure
X
X
X
Salage (faible concentration)
Saumure
X
X
X
X
X
X
Stockage en f�ts
X
X
X
X
Conditionnement en petits volumes
imm�diatement
X
X
X
X
X
X
� volont�, apr�s stockage
X
X
X
X
Pasteurisation
X
X
X
X
X
X
4.2 Pr�traitements
Les seuls compl�ments � apporter au chapitre 2 concernent
l'�tape de blanchiment qui s'effectue par une immersion de trois minutes dans
l'eau bouillante.
Dans le cas du gombo, il est n�cessaire de bien laver le fruit
pour enlever les mucosit�s r�sultant du
blanchiment.
4.3 Salage
4.3.1 Principe et description
Comme on l'a vu aux chapitres pr�c�dents, le salage peut
s'effectuer de plusieurs fa�ons. Chacun des proc�d�s mentionn�s au tableau 19
conduit � l'obtention de produits finis sensiblement diff�rents et pr�sente des
avantages et des inconv�nients dont la comparaison est donn�e au tableau 20.
Le choix du proc�d� doit �tre fond� sur des consid�rations
locales telles que les disponibilit�s en sel de qualit�, en vinaigre d'une
acidit� suffisante et en combustible pour la cuisson et la pasteurisation, ainsi
que sur les habitudes alimentaires de la population.
Tableau 19. Caract�ristiques des proc�d�s de
salage
Salage � sec
Salage en saumure forte
Salage en saumure faible
25% de sel sec (par rapport au poids des l�gumes frais)
40% de sel (en poids) dans la saumure
2 � 5% de sel (en poids) dans la saumure + 3-20% de vinaigre
et 0,5-3% de sucre
Deux �tapes de fabrication - dur�e 24 heures
Une seule �tape de fabrication
Une �tape de fabrication + pasteurisation
Stockage en f�ts
Stockage en f�ts
Stockage en petits volumes
Produit final: tr�s sal�
Produit final: tr�s sal�
Produit final: peu sal�, d'acidit� faible � forte
Utilisation: produit n�cessairement dessal�
- consommation
- conservation dans vinaigre
+ pasteurisation
Utilisation: comme dans le salage � sec
Utilisation: consommation sans traitement ult�rieur
Tableau 20. Comparaison des proc�d�s de salage
Salage � sec ou en saumure forte
Salage en saumure faible
Avantages
Tr�s facile � mettre en oeuvre
Pas d'�quipements sp�ciaux
Pas de d�pense �nerg�tique (ni cuisson, ni pasteurisation)
Pas de perte de nutriments, puisque dessalage inutile
Utilisation facile pour le consommateur
Faible consommation de sel
Inconv�nients
N�cessit� de dessalage impliquant des pertes de nutriments dans
l'eau de dessalage
Multiplicit� des op�rations avant consommation (par
l'utilisateur)
Grande consommation de sel, perdu ensuite par dessalage
Mat�riel de conditionnement devant �tre compatible avec une
pasteurisation, donc plus cher
Pasteurisation et cuisson du vinaigre, donc d�pense �nerg�tique
Utilisation de vinaigre dont l'acidit� doit �tre suffisante
Pour assurer une conservation de longue dur�e, il convient que
le salage s'effectue suivant un protocole bien pr�cis:
a) Salage � sec
- prendre 2 kg de sel de bonne qualit� pour 10 kg de
l�gumes;
- au fond du f�t, �taler une couche de sel de 2,5 cm
d'�paisseur, puis une couche de l�gumes de la m�me �paisseur, puis une couche de
sel l�g�rement plus importante que la pr�c�dente, etc.;
- verser tout le sel restant sur la derni�re couche de l�gumes;
- �taler deux � trois couches de tissu;
- placer un couvercle en bois sur lequel on posera des poids;
- attendre 24 heures.
Si la quantit� de saumure form�e ne recouvre pas la totalit� des
l�gumes, compl�ter en ajoutant un m�lange constitu� de 200 g de sel par litre
d'eau. Des bulles se produisent (remont�e de gaz contenu dans les l�gumes par
suite de la compression). Attendre la disparition des bulles et stocker (voir
ci-apr�s la section 4.4.3).
b) Salage en saumure forte
- placer les l�gumes dans un f�t propre;
- couvrir de deux ou trois �paisseurs de linge propre;
- placer un couvercle sur lequel on posera des poids;
- pr�parer une saumure forte (400 g de sel par litre d'eau) et
remuer vigoureusement (le sel ne se dissout pas compl�tement);
- couvrir avec cette saumure jusqu'au couvercle;
- stocker en emp�chant la formation d'�cume (voir ci-apr�s la
section 4.4.3).
c) Salage en saumure faible
Saumure A
- pr�parer un litre de saumure contenant 950 g
d'eau, 30 g de vinaigre et 20 g de sel; faire bouillir ce m�lange;
- mettre les l�gumes en bocaux;
- recouvrir les l�gumes avec la saumure chaude;
- fermer les bocaux.
Pour assurer une protection totale des l�gumes ainsi
conditionn�s, cette m�thode doit obligatoirement �tre suivie d'une
pasteurisation r�alis�e imm�diatement apr�s remplissage des bocaux avec la
saumure chaude.
Saumure B
On peut �galement utiliser une saumure constitu�e de 53 g de
sel, 5 � 30 g de sucre et 200 � 300 ml de vinaigre par
litre.
4.3.2 Mat�riel
Il faut disposer:
- de tissu propre (gaze, �tamine, mousseline);
- de poids pour maintenir les l�gumes immerg�s dans la saumure
(briques, pierres, blocs de ciment pr�alablement enduits de paraffine);
- d'un couvercle en bois (en une seule pi�ce ou en plusieurs
morceaux espac�s et r�unis par des tasseaux);
- d'un f�t de 20 � 200 l en plastique rigide, en bois (assembl�
avec des chevilles ou des clous prot�g�s) ou en terre cuite, pr�alablement lav�
� la vapeur ou � l'eau bouillante;
- de paraffine pour “souder” les couvercles, emp�cher
l'�vaporation et prot�ger les accessoires (poids, clous, etc.);
- d'une marmite de cuisson �maill�e, en acier inoxydable ou en
aluminium;
- de petits r�cipients pour la pasteurisation.
Le tableau 21 indique les m�thodes qui peuvent s'appliquer �
chaque l�gume.
Tableau 21. Choix du proc�d� de salage selon le type de
l�gume
L�gumes
Proc�d�
Salage � sec
Salage en saumure forte
Salage en saumure faible
Haricots et pois de Lima
X
X
Choux
X
Haricots verts
X
X
X
Gombos
X
Piments
X
Carottes
X
Oignons
X
X
Navets
X
4.4 Post-traitements
Selon les proc�d�s de salage mis en oeuvre, les post-traitements
peuvent inclure le conditionnement en petits volumes, la pasteurisation, le
stockage ou le
dessalage.
4.4.1 Conditionnement en petits volumes
Il s'agit de la r�partition des l�gumes dans des r�cipients dont
la taille permet la commercialisation. Pour les produits conserv�s en milieu
fortement sal�, le conditionnement s'effectue apr�s stockage dans des r�cipients
en terre cuite, en verre ou en plastique (sachets thermoscell�s). Les produits
conserv�s en milieu faiblement sal� doivent subir une pasteurisation
imm�diatement apr�s le remplissage. Pour r�aliser une bonne pasteurisation, il
faut utiliser des r�cipients de faible volume (afin d'assurer une p�n�tration
rapide de la chaleur) r�sistant aux temp�ratures �lev�es (qui peuvent atteindre
100°C). Le mat�riel doit avoir les caract�ristiques suivantes:
- r�sistance aux temp�ratures �lev�es et aux chocs
m�caniques; - r�sistance minimale aux transferts thermiques; - possibilit�
de fermeture herm�tique; - pas de r�action physico-chimique avec la
saumure.
Seuls le verre et le plastique r�pondent � ces exigences: le
verre sous forme de bocaux munis de joints de caoutchouc ou de flacons capsul�s,
le plastique sous forme de sachets thermosoudables. Ces deux modes de
conditionnement augmentent toutefois sensiblement le prix du produit
fini.
4.4.2 Pasteurisation et refroidissement
La pasteurisation est un traitement thermique l�ger qui
s'applique � des produits d�j� partiellement prot�g�s de la contamination
microbiologique du fait de leur forte teneur en sel et de leur acidit� �lev�e.
La temp�rature de pasteurisation ne d�passant pas 100°C, l'op�ration peut
s'effectuer � l'air libre. La pasteurisation doit �tre r�alis�e imm�diatement
apr�s la fermeture des r�cipients remplis de saumure chaude, selon des bar�mes
diff�rents suivant la composition de la saumure employ�e:
- avec la saumure A: eau bouillante, 30 mn; -
avec la saumure B: eau � 73°C, 30 mn.
Pour faciliter la p�n�tration de la chaleur � l'int�rieur du
produit, il est pr�f�rable d'employer des l�gumes coup�s en morceaux, � moins
qu'ils ne soient de petite taille (cas des oignons, par exemple).
La pasteurisation est suivie d'un refroidissement progressif
pour �viter la surcuisson; un refroidissement brutal risquerait de faire
exploser les bocaux en verre. Des marmites ou bacs de st�rilisation sont
employ�s � cette fin. Le chauffage de l'eau peut se faire � feu nu ou � la
vapeur.
Pour un syst�me comportant une charge d'environ 250 kg de
produit, il faut:
- 0,7-1 m3 d'eau; - 50 kg de vapeur,
pour une dur�e de pasteurisation de 30
mn.
4.4.3 Stockage
Le stockage en f�ts des l�gumes sal�s ne pose pas de gros
probl�mes. Cependant, afin d'�viter la formation d'�cume � la surface de la
saumure, on peut utiliser l'une ou l'autre des m�thodes suivantes:
- couvrir la surface avec de la paraffine tr�s
chaude;
- placer un couvercle perc� d'un trou et finir le remplissage
par ce trou, v�rifier le niveau � intervalles r�guliers et compl�ter avec une
saumure � 25 pour cent (250 g/l);
- recouvrir avec de l'huile (coton ou huile min�rale neutre). Il
faut toutefois �liminer l'huile par siphonnage avant la consommation;
- laisser cristalliser le sel � la surface, ce qui assure une
isolation du produit.
Le hangar de stockage doit �tre propre et frais, bien que les
l�gumes en saumure forte puissent supporter une temp�rature �lev�e et que les
l�gumes en saumure faible ne craignent plus les
contaminations.
4.4.4 Dessalage dans le cas de conservation en milieu fortement sal�
Le dessalage s'effectue juste avant la consommation du produit
ou avant la mise en bocaux dans du vinaigre suivie d'une pasteurisation. Il peut
�tre r�alis�:
- � chaud: couvrir les l�gumes d'eau chaude et
porter � 45-55°C pendant 10 � 14 heures, renouveler l'eau de trempage,
conserver quelques heures � 45-55°C, effectuer un troisi�me trempage avec
de l'eau contenant �ventuellement 450 g d'alun de sodium (pour raffermir) et
56,7 g de turmeric (pour recolorer) pour 100 litres d'eau;
- � froid puis � chaud: tremper le produit pendant un jour ou
deux dans de l'eau froide chang�e deux � trois fois par jour; laisser 10 � 12
heures dans un bain � 45-55°C;
- � froid: tremper plusieurs jours dans des bains d'eau froide
r�guli�rement renouvel�e.
Pour le dessalage, on utilise des bassines en �mail, en acier
inoxydable, en mati�re plastique ou en terre
cuite.
Conservation des L�gumes � Petite �chelle (CTA - ILO - WEP, 1990, 186 p.)
CHAPITRE 5 - CONSERVATION PAR LE VINAIGRE
5.1 Proc�d� g�n�ral et �chelles de production
5.2 Mise au vinaigre
5.2.1 Principe et description
5.2.2 Mat�riel
5.2.3 Cas particuliers
Conservation des L�gumes � Petite �chelle (CTA - ILO - WEP, 1990, 186 p.)
CHAPITRE 5 - CONSERVATION PAR LE VINAIGRE
5.1 Proc�d� g�n�ral et �chelles de production
La conservation par le vinaigre consiste � augmenter l'acidit�
du milieu dans lequel est plong� le l�gume. En augmentant cette acidit�,
c'est-�-dire en diminuant le pH, on inhibe la croissance des micro-organismes
qui provoquent la d�t�rioration du produit.
Il importe de s'assurer de la bonne qualit� du vinaigre employ�
et de la capacit� de conservation des produits consid�r�s. Si ceux-ci se
conservent tr�s bien dans les pays � climat temp�r�, ils peuvent n�cessiter un
traitement suppl�mentaire de pasteurisation en pays chauds.
Le sch�ma g�n�ral de conservation par le vinaigre est illustr� �
la figure 42, tandis que les lignes particuli�res de fabrication propres �
chaque l�gume sont pr�cis�es au tableau 22.
Figure 42. Sch�ma g�n�ral de conservation par le vinaigre
On peut �galement appliquer un tel traitement � des l�gumes qui
ont �t� rapidement stock�s en milieu tr�s sal� apr�s une r�colte abondante. En
p�riode plus calme, on peut les transformer en produits directement consommables
en les dessalant puis en les conditionnant dans du vinaigre avant
pasteurisation. Cette m�thode simple peut �tre utilis�e � 1 �chelle artisanale,
la seule condition �tant de pouvoir disposer d'un vinaigre de bonne qualit� et
bon march�.
Tableau 22. Lignes de fabrication propres � divers
l�gumes
Cette op�ration, qui consiste � mettre en pr�sence diff�rents
ingr�dients de fabrication, doit s'accompagner de certaines pr�cautions:
- l'eau employ�e doit �tre pr�alablement d�barrass�e
de son calcaire par une �bullition suivie d'un repos et d'une d�cantation ou
d'une filtration;
- le vinaigre utilis� doit contenir au minimum 6 grammes d'acide
ac�tique pour 100 ml de vinaigre, et parfois plus (8 grammes dans le cas des
cornichons).
La mise au vinaigre est r�alis�e selon diff�rentes m�thodes qui
varient en fonction:
- de la cuisson ou non du vinaigre (qui provoque une
l�g�re concentration et une d�sa�ration);
- de la temp�rature d'utilisation du vinaigre;
- du nombre d'�tapes;
- de la dilution �ventuelle du vinaigre;
- de son
aromatisation.
5.2.2 Mat�riel
On utilise pour cette op�ration:
- une bassine de cuisson pour le vinaigre (en �mail,
en aluminium ou en acier inoxydable);
- une louche et un entonnoir en plastique;
- un syst�me de juteuse, r�servoir muni d'un robinet plac�
au-dessus du r�cipient � remplir;
- des r�cipients de conditionnement. Ceux-ci doivent r�sister �
une temp�rature de l'ordre de 100°C et � une forte acidit�; on utilise en
g�n�ral le
verre.
5.2.3 Cas particuliers
Concombres:
- mettre les l�gumes en bocaux;
- remplir de vinaigre bouillant additionn� de son volume d'eau.
Cornichons:
- mettre en bocaux;
- remplir avec du vinaigre � 8 g d'acide ac�tique pour 100 ml de
vinaigre.
Tomates vertes:
- faire bouillir une solution avec les �pices pendant 2 mn (0,5
l/kg de l�gumes);
- verser � chaud sur les tomates;
- refroidir avant conditionnement.
Poivrons et piments:
- mettre en bocaux;
- ajouter le vinaigre;
- laisser mac�rer 15 jours environ;
- �goutter;
- remplacer le vinaigre par du vinaigre neuf pr�alablement
�pic�.
Betteraves rouges:
- mettre en bocaux (apr�s cuisson pendant 2 heures dans une
solution de sel � 2 pour cent);
- couvrir de vinaigre pr�alablement bouilli et sal� (15-20 g/l).
Choux rouges:
- placer dans les bocaux;
- remplir avec du vinaigre � 100°C;
- apr�s 8 � 10 jours, retirer le vinaigre et le faire bouillir;
- refroidir le vinaigre;
- verser le vinaigre sur les l�gumes.
Apr�s fermeture, les bocaux seront pasteuris�s puis refroidis,
comme indiqu� au chapitre pr�c�dent, section
4.4.2
Conservation des L�gumes � Petite �chelle (CTA - ILO - WEP, 1990, 186 p.)
CHAPITRE 6 - FERMENTATION
(introduction...)
6.1 Fermentation des l�gumes feuilles, fruits, racines et bulbes
6.1.1 Proc�d� g�n�ral et �chelles de production
6.1.2 Mise en fermentation
6.1.3 Post-traitements
6.2 Fermentation du manioc
6.2.1 Proc�d� g�n�ral et �chelles de production
6.2.2 Rouissage et fabrication des b�tons de manioc
6.2.3 Fabrication du gari
6.3 Fermentation du soja
(introduction...)
6.3.1 Le shoyu
6.3.2 Le tempeh
Conservation des L�gumes � Petite �chelle (CTA - ILO - WEP, 1990, 186 p.)
CHAPITRE 6 - FERMENTATION
On appelle fermentation les modifications chimiques subies par
les l�gumes sous l'action de micro-organismes vivants tels que les moisissures,
les levures ou les bact�ries. Ce chapitre, divis� en trois parties, traitera
successivement de:
- la fermentation naturelle spontan�e, r�alis�e en
milieu saum�tre acidifi� par du vinaigre (cas des l�gumes feuilles, fruits,
racines et bulbes);
- la fermentation naturelle en milieu aqueux (rouissage) ou en
milieu semi-hydrat� (manioc r�p�);
- la fermentation provoqu�e par inoculation d'une souche
microbienne sp�cifique responsable de la transformation d�sir�e (cas du
soja).
6.1 Fermentation des l�gumes feuilles, fruits, racines et bulbes
6.1.1 Proc�d� g�n�ral et �chelles de production
La fermentation de ces l�gumes apporte des modifications:
- de texture: cette derni�re se ramollit
consid�rablement du fait d'un changement de la structure fibreuse;
- de couleur: celle-ci s'att�nue;
- d'acidit�: celle-ci augmente de fa�on tr�s sensible et assure
une meilleure conservation.
Les conditions de fabrication sont essentielles pour assurer une
bonne fermentation et conf�rer ainsi au produit les caract�ristiques
organoleptiques d�sir�es et un degr� de conservation suffisant. Ces conditions
sont d�taill�es au tableau 23.
Le sch�ma illustr� � la figure 43 peut varier en fonction de
l'esp�ce de l�gume trait�e, tant au niveau des pr�traitements appliqu�s qu'�
celui de la technique de fermentation mise en oeuvre et des transformations
post�rieures � la fermentation.
Ce genre de transformation, r�alisable au niveau artisanal ou
semi-industriel, est relativement facile � effectuer compte tenu de la
simplicit� du mat�riel utilis�, mais il faut prendre des pr�cautions pour �viter
les accidents de fermentation et les pertes dues � une d�gradation incontr�l�e.
Les r�serves �mises au chapitre 4 quant � la possibilit�
d'implanter des unit�s de transformation des l�gumes par salage sont �galement
valables dans le cas de la conservation par fermentation.
Figure 43. Proc�d� g�n�ral de
fermentation des l�gumes feuilles, fruits, racines et
bulbes
6.1.2 Mise en fermentation
La fermentation en solution saline ne peut se produire que dans
certaines conditions bien d�termin�es. Ainsi, lorsque la concentration en sel
est de 10 pour cent, il y a d�veloppement d'un certain type de bact�ries
seulement et destruction concomitante d'autres bact�ries nuisibles.
La mise en fermentation s'effectue en utilisant:
- soit du sel sec; - soit du sel en solution, en
pr�sence ou non de vinaigre.
L'acidit� du produit augmente avec la croissance bact�rienne, ce
qui contribue simultan�ment � accro�tre l'aptitude � la conservation.
Quand l'accroissement de l'acidit� est jug� suffisant, on arr�te
la fermentation en appliquant un traitement thermique (pasteurisation) ou en
augmentant fortement la teneur en sel.
Tableau 23. D�tail des conditions de fabrication de
conserves par fermentation
- pr�parer une quantit� de sel �gale � 2,5-5 pour
cent du poids des l�gumes;
- placer environ 2,5 cm de l�gumes au fond du f�t;
- saupoudrer de sel;
- placer une deuxi�me couche de l�gumes;
- la recouvrir avec un peu plus de sel que pr�c�demment;
- r�p�ter ces op�rations en augmentant chaque fois la dose de
sel;
- finir par une couche de sel;
- couvrir avec deux � trois couches de tissu propre;
- placer un couvercle de bois recouvert d'un poids pour
maintenir les l�gumes immerg�s;
- au bout de 24 � 48 heures, on observe un d�but de d�gagement
gazeux; laisser fermenter;
- quand la fermentation est achev�e, conditionner en petits
volumes pour pasteuriser (au bout de 4 � 10 jours si la temp�rature est
�lev�e).
b) Fermentation en saumure (arr�t par pasteurisation)
- placer les l�gumes dans un f�t jusqu'� 7-10 cm du
haut du f�t; - pr�parer la saumure (1 l d'eau et 100 g de sel); -
recouvrir les l�gumes de cette saumure; - ajouter 100 g de sel sec par kg de
l�gumes; - couvrir comme dans la m�thode pr�c�dente; - la fermentation
d�bute apr�s 24 � 48 heures. Laisser fermenter une semaine; - rajouter 50 g
de sel pour 10 kg de l�gumes; - r�p�ter l'adjonction hebdomadaire de sel
pendant 10 semaines; -
stocker.
6.1.3 Post-traitements
Ce sont le conditionnement en petits volumes, la pasteurisation
(facultative suivant le mode d'arr�t de la fermentation) et le stockage.
a) Conditionnement
Celui-ci a lieu soit imm�diatement apr�s la fin de la
fermentation pour stopper celle-ci gr�ce � une pasteurisation, soit apr�s une
p�riode de stockage plus ou moins longue en f�ts apr�s que la fermentation a �t�
arr�t�e par accroissement de la teneur en sel. On conditionne dans des
r�cipients en verre ou en plastique thermosoud�, chimiquement inerte en milieu
hypersal�.
b) Pasteurisation
On l'effectue soit sur des l�gumes dont on veut arr�ter la
fermentation, soit sur des l�gumes dont la fermentation a �t� progressivement
interrompue par adjonction progressive de sel et que l'on reconditionne apr�s
stockage en f�ts dans des solutions moins sal�es. Pour assurer la bonne
conservation de ces produits, une pasteurisation est n�cessaire. Il faut:
- dessaler;
- mettre dans des r�cipients ad�quats;
- verser dans ces r�cipients une saumure faible constitu�e d'eau
additionn�e de 53 g de sel, 250 ml de vinaigre et 5-30 g de sucre par litre;
- effectuer ce jutage � chaud (88°C);
- fermer herm�tiquement les r�cipients;
- pasteuriser.
La pasteurisation s'effectue dans les deux cas dans de l'eau
bouillante. Elle dure environ 20 mn pour le premier type de produit et environ
10 mn pour le second, quand le jutage est fait � chaud.
c) Stockage
Il est r�alis� en f�ts pour les l�gumes contenus dans une
saumure tr�s riche en sel et fortement acide du fait de la fermentation. Il faut
alors �viter la formation d'�cume en surface pour obtenir de bonnes conditions
de stockage, comme on l'a not� au chapitre 4, section
4.4.3.
6.2 Fermentation du manioc
6.2.1 Proc�d� g�n�ral et �chelles de production
On distingue couramment deux grands groupes de manioc, sans que
la fronti�re qui les s�pare soit nettement marqu�e:
- le manioc doux, dont la teneur en glucosides
cyanog�n�tiques est faible;
- le manioc amer, � forte teneur en acide cyanhydrique (HCN),
qui doit �tre d�toxiqu� avant consommation.
Ces maniocs donnent lieu � un grand nombre de transformations
r�alis�es au niveau traditionnel villageois, essentiellement en Am�rique latine
et en Afrique. Nous ne traiterons ici que de la d�toxication du manioc amer par
fermentation, en prenant comme exemple la pr�paration de deux produits de grande
consommation en Afrique:
- le b�ton de manioc issu de manioc roui, tr�s
populaire en Afrique centrale;
- le “gari”, consomm� de la Guin�e au Cameroun dans
plusieurs pays d'Afrique occidentale, qui est une sorte de couscous de manioc
ferment� et s�ch�.
Seul le gari peut �tre actuellement produit � l'�chelon
semi-industriel.
6.2.2 Rouissage et fabrication des b�tons de manioc
La figure 44 donne la s�quence des op�rations enti�rement
manuelles relatives � la pr�paration des b�tons de manioc au Cameroun (la
pr�paration de boules nomm�es “chikouangue” au Za�re et au Congo est
l�g�rement plus compliqu�e).
Le rouissage consiste � laisser fermenter les racines enti�res
de manioc dans de l'eau pendant 2-5 jours. Plusieurs m�thodes de rouissage sont
utilis�es, li�es aux habitudes et aux contingences locales, notamment en ce qui
concerne la disponibilit� en eau: rouissage avant ou apr�s �pluchage, en eau
courante ou en eau stagnante, en rivi�re ou en f�t. Chaque m�thode pr�sente des
avantages et des d�savantages r�pertori�s au tableau 24.
Figure 44. Pr�paration des
b�tons de manioc
D'une mani�re g�n�rale, la fermentation - donc la d�toxication -
est plus rapide dans de l'eau stagnante et si la temp�rature de l'eau de
rouissage est relativement �lev�e. Les pertes de nutriments concernent
essentiellement les vitamines et les sels min�raux et, dans une moindre mesure,
les prot�ines solubles (rouissage sans �corce). Outre la d�toxication, les
fermentations lactiques et butyriques ont pour avantage de favoriser le
d�veloppement de riboflavine (vitamine B2) dans des proportions importantes.
La quantit� d'eau n�cessaire pour rouir une tonne de racines de
manioc est comprise entre 1 et 2 m3.
Tableau 24. Comparaison de diff�rentes m�thodes de
rouissage du manioc
M�thode
Avantages
D�savantages
Avant �pluchage
Epluchage plus facile Pertes de nutriments r�duites
Fermentation et d�toxication plus lentes
Apr�s �pluchage
D�fibrage facile D�toxication plus rapide
Epluchage plus laborieux Pertes de nutriments �lev�es
Eau courante
Pollution r�duite
Perte de nutriments Fermentation lente
Eau stagnante (marigot)
Pertes de nutriments r�duites Fermentation plus rapide
Pollution
Eau stagnante (f�t)
Pertes de nutriments r�duites Economie d'eau Fermentation
rapide
Transport d'eau laborieux Odeurs
A l'exception d'une petite entreprise du Cameroun �quip�e de
mat�riel de charcuterie import�, la fabrication des b�tons de manioc est
enti�rement manuelle et constitue une source de revenus non n�gligeable pour un
nombre �lev� de femmes qui vendent les b�tons envelopp�s dans des feuilles de
bananier et soigneusement ficel�s avec une liane mince avant cuisson. Leur dur�e
de conservation n'exc�de pas deux ou trois jours; au-del�, les risques de
contamination par des micro-organismes, notamment par des moisissures, s'accro�t
consid�rablement et les b�tons deviennent plus fermes et plus cassants par
d�shydratation et r�trogradation de
l'amidon.
6.2.3 Fabrication du gari
Contrairement � ce qui vient d'�tre dit, le gari peut �tre
fabriqu� non seulement � l'�chelon familial, mais �galement dans des entreprises
artisanales semi-m�canis�es d'une capacit� horaire de 400-500 kg de racines,
voire dans des unit�s industrielles plus importantes pouvant traiter 2.000-2.500
kg de racines par heure.
a) Fabrication traditionnelle au niveau familial
Le sch�ma de pr�paration traditionnelle du gari est illustr� �
la figure 45. Le bilan mati�res et les temps de travaux qui sont indiqu�s dans
la figure ne constituent que des ordres de grandeur qui peuvent varier en
fonction des vari�t�s de manioc utilis�es, de leur date de r�colte, de
l'exp�rience des op�rateurs, etc.
R�alis�e de fa�on enti�rement manuelle, la fabrication du gari
est longue et fastidieuse. Il faut en effet compter 950-1.000 heures de travail
pour produire une tonne de gari (voir la figure 45), cette quantit� pouvant
repr�senter la fabrication annuelle familiale au Nig�ria, o� 70-80 pour cent de
la production de manioc sont transform�s en gari.
A ce niveau, la fabrication du gari requiert peu de mat�riel de
fabrication locale:
- �pluchage: couteau ou machette;
- r�page: feuille de t�le perfor�e clou�e sur un cadre de bois
(ces r�pes provoquent fr�quemment des blessures aux doigts et aux mains);
- pressage: la pulpe est mise dans des sacs de r�cup�ration en
coton ou en fibres synth�tiques qui sont plac�es soit dans une corbeille sous un
couvercle charg� de pierres, soit dans des presses � levier sp�cialement
construites en bois. Mais d'autres syst�mes existent �galement (voir le chapitre
2, section 2.11);
- garification: po�le en fonte, en t�le ou en terre cuite
d'environ 60 cm de diam�tre pos�e sur un petit foyer en terre ferm� sur trois
c�t�s (voir la figure 46);
- tamisage: tamis traditionnels en fibres v�g�tales;
- manutention: cuvettes �maill�es de diff�rentes
capacit�s.
La fermentation naturelle qui accompagne le pressage peut durer
2-5 jours selon les conditions locales et le degr� d'acidit� du gari exig� par
les consommateurs.
La garification proprement dite, toujours r�alis�e par des
femmes exp�riment�es, consiste � toaster l�g�rement, sous agitation constante
avec une palette en bois, les fins granul�s de pulpe press�e et tamis�e dans une
po�le pr�alablement huil�e ou non avec de l'huile de palme. Les parois de la
po�le peuvent atteindre 120°C ou plus, tandis que la masse de pulpe atteint
80-85°C, une temp�rature suffisante pour provoquer la g�lification
partielle de l'amidon dans un premier temps, puis le s�chage. La garification
r�alis�e par lots successifs de 2-3 kg de pulpe press�e dure environ 20-35 mn.
La chaleur et la fum�e du foyer rendent les conditions de travail tr�s p�nibles.
Vendu � des grossistes ou au d�tail sur les march�s locaux, le
gari constitue une source non n�gligeable de revenu en milieu rural. La
commercialisation se fait en sacs. Bien s�ch�, � 8-10 pour cent d'humidit�
r�siduelle, le gari peut se conserver pendant des mois � l'abri de l'humidit�;
en pratique, toutefois, la demande �tant g�n�ralement plus forte que l'offre,
les femmes interrompent le s�chage lorsque l'humidit� r�siduelle est plus �lev�e
(13-18 pour cent).
b) Fabrication familiale am�lior�e
La p�nibilit� de certains travaux peut �tre grandement r�duite
par l'introduction d'une l�g�re m�canisation et d'appareils plus performants,
notamment au niveau du r�page, du pressage et de la garification.
Figure 45. Fabrication
traditionnelle du gari (Bilan mati�res)
M = masse (kg) MS = mati�re s�che (kg) H =
humidit� du produit (%) t = tonne m�trique
1
Ce r�sultat s'obtient de la mani�re suivante: il faut 21,3 heures de travail
pour obtenir 22 kg de gari � partir de 100 kg de racines, soit
, ou encore 968 h/t de
gari.
R�page
Toute une s�rie de r�pes plus ou moins performantes, construites
localement par de petits artisans avec des mat�riaux de r�cup�ration, existent
et connaissent un succ�s certain par les services qu'elles rendent. Certaines
sont fixes, d'autres mont�es sur des ch�ssis �quip�s de roues et peuvent �tre
ainsi transport�es d'un village � l'autre ou d'un quartier urbain � l'autre.
Quelques mod�les de r�pes sont illustr�s au chapitre 2, section
2.9; les plus couramment utilis�es sont les r�pes � cylindre de bois recouvertes
d'une t�le perfor�e et les r�pes � disque horizontal. Elles sont actionn�es par
de petits moteurs diesel de 3-5 CV import�s de divers pays (France, Royaume-Uni,
Japon).
Le prix et la capacit� de r�page trop �lev�s interdisent
l'emploi des r�pes � moteur au niveau familial, mais celles-ci sont utilis�es �
fa�on par leur propri�taire dans les villages et les quartiers urbains.
Au lieu de durer une heure, le r�page de 10-15 kg de racines
pel�es ne prend qu'une ou deux minutes, ce qui justifie les longs trajets que
certaines femmes consentent � faire pour faire r�per m�caniquement leur manioc.
Pressage
Les presses am�lior�es en m�tal, du type presse � vis de
reliure, qui peuvent �tre fabriqu�es sur place par des m�caniciens ou des
forgerons, ne sont utilis�es que pour parachever le pressage pendant environ une
heure, en fin de fermentation, celle-ci �tant r�alis�e de mani�re traditionnelle
dans des sacs plac�s dans des paniers, sous un couvercle charg� de pierres. Les
fortes pressions exerc�es par ces presses � vis actionn�es manuellement
permettent d'obtenir une pulpe moins hydrat�e, donc moins longue � toaster et �
s�cher.
Une presse permet, selon sa capacit�, de traiter la production
journali�re d'un village ou d'une coop�rative de fabrication de gari. Les
presses hydrauliques ou les centrifugeuses illustr�es au chapitre 2, section
2.11, ne sont jamais utilis�es au niveau villageois en Afrique occidentale o�
l'on consomme le gari.
Garification
Au niveau villageois traditionnel, o� la fabrication du gari est
une affaire individuelle, on peut �ventuellement envisager d'accro�tre
l�g�rement la surface des po�les de garification (les doubler au maximum) pour
permettre de les charger davantage et de r�duire ainsi la dur�e des travaux
journaliers de garification. Une femme assise � c�t� de la po�le doit n�anmoins
pouvoir atteindre toute la surface de chauffe sans avoir � se pencher trop. Au
lieu d'�tre concave et ronde, la po�le peut �tre plate et rectangulaire, d'une
surface de 0,5 m2, par exemple, et reposer sur un muret de briques
ferm� sur trois c�t�s et servant de foyer (figure 46).
Une am�lioration consid�rable consiste � munir les foyers de
garification d'une chemin�e, m�me rudimentaire, de fa�on � �vacuer la fum�e
au-dessus d'un toit ou au-del� d'un muret le long duquel les foyers individuels
traditionnels ou am�lior�s peuvent �tre align�s.
Figure 46. Foyers
traditionnels et foyer am�lior� de garification - Foyers traditionnels
Figure 46. Foyers
traditionnels et foyer am�lior� de garification - Foyer am�lior�
c) Fabrication artisanale semi-m�canis�e
D�s lors qu'un groupement de paysans souhaite accro�tre sa
production de gari pour la porter � quelques centaines de kilos par jour, il
faut soit multiplier le mat�riel traditionnel ou am�lior� que l'on vient de
d�crire, soit accro�tre la capacit� de ces appareils et m�caniser un plus grand
nombre d'op�rations. Le choix des mat�riels sp�cialement con�us pour transformer
le manioc en gari est tr�s limit�. La figure 47 regroupe un ensemble d'appareils
actionn�s m�caniquement ou manuellement, construits au Lib�ria par la Soci�t�
Wahdwa et con�us pour produire 125 kg de gari par heure. Certains de ces
appareils, comme la peleuse, la r�pe et le broyeur, sont entra�n�s par des
moteurs � combustion ou �lectriques, tandis que les autres appareils (tamis,
calibreuse et foyer de garification) peuvent �tre actionn�s manuellement ou
m�caniquement. Selon les cas, l'ensemble de ce mat�riel peut co�ter 35.000 �
40.000 dollars (valeur mars 1985). Ce prix s'entend c.a.f.1 port de
l'Afrique occidentale.
1 Co�t, assurance, fret (on dit aussi
c.i.f.). Tous les frais de transport et d'assurance sont compris dans le prix de
la marchandise livr�e au port de destination.
Figure 47. Mat�riel semi-industriel de fabrication de
gari (Wahdwa, Agrico, Lib�ria)
Eplucheuse
Calibreuse
Presse
Tamis
R�pe
Foyer
Broyeur
Un atelier artisanal ne pourra s'�quiper que de certains
appareils et choisir par exemple d'�plucher les racines � la main, garantissant
ainsi une meilleure qualit� du gari. Peu d'ateliers de ce type fonctionnent
encore en Afrique occidentale, mais des informations s'y rapportant pourront
�tre fournies par l'Institut national des plantes � tubercules (INTD) � Lom�, au
Togo.
Par ailleurs, une firme du Nig�ria, Fabrico, construit �galement
un mat�riel de fabrication artisanale du gari, notamment des fours de
garification chauff�s au bois ou au charbon, compos�s d'un demi-cylindre de 4 m
de long formant auge dans lequel des pales m�talliques dispos�es sur un axe
actionn� par un motor�ducteur brassent le gari et le font avancer lentement
jusqu'� l'extr�mit� du cylindre. Quatre tiroirs coulissants mont�s sur rails
sont plac�s sous le demi-cylindre ferm� par un couvercle et constituent quatre
foyers de combustion s�par�s reli�s � une chemin�e commune. Ce syst�me, d'un
r�glage difficile, a la r�putation de br�ler le gari et semble abandonn� au
profit des foyers traditionnels dans les quelques ateliers nig�rians o� ils sont
install�s.
d) Fabrication industrielle du gari
Eu �gard � l'importance �conomique du gari en Afrique
occidentale, des efforts consid�rables ont �t� faits dans les ann�es 1970-1980
pour m�caniser la production de manioc et industrialiser la fabrication du gari,
notamment au Nig�ria et en C�te d'Ivoire. Plusieurs usines ayant une capacit�
nominale de traitement de 2.000-2.500 kg de racines � l'heure ont �t� mont�es et
produisent du gari avec plus ou moins de succ�s. Il semble que le constructeur
de ce mat�riel con�u au Federal Institute of Industrial Research, Lagos, Nig�ria
- la soci�t� britannique Newell Dunford (Surditon, Royaume Uni) - a interrompu
ce programme de fabrication dont le point faible majeur est l'�pluchage des
racines, qui doit �tre r�alis� traditionnellement � la main par une �quipe
constitu�e de nombreuses femmes.
L'�pluchage m�canique du manioc posait en effet, jusqu'en
1983-84, un probl�me difficile, car aucun des syst�mes d'�pluchage existant
jusqu'alors, � savoir:
- les �plucheuses � tambour type b�tonni�re ou �
couteaux cylindriques illustr�es aux figures 4 et 5 du chapitre 2;
- les �plucheuses “Bertin”, illustr�es � la figure 6,
utilis�es dans une usine de foufou (farine ferment�e de manioc) au Congo; et
- les �plucheuses par brassage sous eau “type
betterave” utilis�es par la soci�t� Maquina d'Andr�a pour la fabrication
industrielle de farine de manioc au Br�sil ou de gari au Nig�ria,
ne donnait satisfaction: soit on ne parvenait pas � �liminer le
phelloderme ligneux situ� sous le p�riderme brun, ce qui donnait un gari de
mauvaise qualit�, soit les pertes � l'�pluchage �taient trop �lev�es.
Seule la Soci�t� ivoirienne de technologie tropicale (I2T) �
Abidjan, en C�te d'Ivoire, semble avoir r�solu le probl�me par la mise au point
d'un syst�me original d'�pluchage � sec sur tambours anim�s de vitesses
diff�rentes suivi de tamisage et de centrifugation.
Figure 48. Bilan mati�res
d'une ligne de fabrication de farine de manioc (proc�d� I2T)
Le sch�ma de fabrication d'une farine de manioc utilisant le
proc�d� d'�pluchage-affinage d�crit ci-dessus et mis en oeuvre � Toumodi, en
C�te d'Ivoire, est illustr� par la figure 48. Ce proc�d� offre une possibilit�
d'�pluchage m�canique du manioc � un �chelon semi-industriel ou
industriel.
6.3 Fermentation du soja
Le soja repr�sente un produit int�ressant du point de vue
nutritionnel et offre de nombreuses possibilit�s de transformation. La
fermentation est obtenue par inoculation de souches microbiennes pr�cultiv�es
sur des graines de soja pr�par�es. Parmi les nombreux produits d�riv�s du soja,
seuls le shoyu et le tempeh sont pr�sent�s dans ce dossier. Le mode de
fabrication de ces deux produits est sensiblement
diff�rent.
6.3.1 Le shoyu
Ce produit, qui sert d'assaisonnement, se pr�sente sous forme
liquide et est obtenu par fermentation simultan�e de graines de soja et de
c�r�ales (g�n�ralement du bl�) en milieu sal�.
a) Pr�paration
- faire griller les grains de bl� et les �craser
grossi�rement; - mettre les graines de soja � tremper 10 � 12 h � temp�rature
ambiante; - �liminer l'eau et faire cuire en autoclave � 120°C pendant
une heure, puis d�cortiquer; - m�langer en quantit�s �gales bl� et soja; -
effectuer sur du riz une pr�culture d'Aspergillus oryzae et A.
sojae.
b) Fermentation
- m�langer, � raison de 0,1-0,2 pour cent,
l'inoculum et le produit � base de soja et de riz et r�partir dans des baquets
de 5 cm de profondeur;
- stocker � 30°C dans des conditions de teneur en
CO2 et de circulation d'air homog�nes et remuer p�riodiquement;
- apr�s 72 heures, ajouter le m�me volume de saumure � 17-18
pour cent de sel;
- ajouter des souches de Saccharomyces rouxii, Torulopsis,
Pediococcus sojae pour acc�l�rer la fermentation;
- agiter p�riodiquement. Ace stade, la temp�rature de
stockage a une grande incidence sur la dur�e de la fermentation: celle-ci dure
en g�n�ral un an, mais peut �tre r�duite si le m�lange est stock� pendant un
mois � 15°C, puis quatre mois � 28°C, puis un mois � 15°C;
- presser pour recueillir le jus, embouteiller et pasteuriser �
70-80°C pendant 30
mn.
6.3.2 Le tempeh
Le tempeh est un aliment � part enti�re. Il est caract�ris� par
une forte teneur en prot�ines et un prix peu �lev�. C'est un aliment de base
pour les populations qui ont un r�gime pauvre en prot�ines.
Il diff�re du shoyu par le fait qu'il est fabriqu� � partir de
soja exclusivement et qu'il est conserv� par s�chage.
a) Mode de fabrication ordinaire (ou traditionnel)
- d�cortiquer les graines de soja (soit directement,
soit apr�s les avoir �bouillant�es);
- tremper une nuit � 25°C;
- porter � �bullition dans de l'eau pendant 30 mn;
- �liminer l'eau;
- s�cher la surface des graines;
- ajouter un ferment (du tempeh ou une pr�paration commerciale);
- emballer dans des feuilles de bananier;
- laisser fermenter 1-2 jours � temp�rature ambiante;
- blanchir quelques minutes;
- s�cher � 93°C pendant 90-120 mn ou plus longtemps au
soleil.
b) Mode de fabrication am�lior�
- d�cortiquer et �craser simultan�ment en 4-5
morceaux; - tremper dans de l'eau � 25°C pendant 30 mn; - porter �
�bullition pendant 30 mn; - �liminer l'eau, puis refroidir; - inoculer
avec Rhizopus oligosporus pr�par� s�par�ment; - emballer
herm�tiquement; - laisser fermenter � 30-31°C pendant 20
heures.
Conservation des L�gumes � Petite �chelle (CTA - ILO - WEP, 1990, 186 p.)
CHAPITRE 7 - CONSERVATION PAR APPERTISATION
7.1 Proc�d� g�n�ral et �chelles de production
7.2 Pr�traitements
(introduction...)
7.2.1 Blanchiment
7.2.2 Remplissage des r�cipients
7.2.3 Jutage
7.2.4 Pr�chauffage
7.2.5 Fermeture des r�cipients
7.3 Appertisation
7.3.1 Principe et description
7.3.2 Mat�riel
7.3.3 Cas particuliers
7.4 Post-traitements
7.4.1 Principe et description
7.4.2 S�chage des r�cipients
Conservation des L�gumes � Petite �chelle (CTA - ILO - WEP, 1990, 186 p.)
CHAPITRE 7 - CONSERVATION PAR APPERTISATION
7.1 Proc�d� g�n�ral et �chelles de production
L'un des moyens les plus couramment employ�s pour pr�server de
la contamination bact�rienne les aliments en g�n�ral et les l�gumes en
particulier est de les traiter par la chaleur.
Un tel traitement, combinant une temp�rature �lev�e et un temps
de chauffage ad�quat, permet une destruction plus ou moins totale des microbes,
mais ne peut assurer une bonne conservation du produit que si ce dernier est �
l'abri d'une recontamination. Deux proc�d�s peuvent �tre envisag�s:
- conditionner les l�gumes de fa�on herm�tique, puis
leur appliquer le traitement thermique;
- chauffer le produit en vrac ou en petit volume, puis effectuer
le conditionnement dans un environnement totalement aseptique.
Cette deuxi�me m�thode, utilis�e essentiellement pour les
liquides et qui n�cessite un �quipement plus sophistiqu�, n'est pas comment�e
dans ce dossier technique. Par contre, la premi�re m�thode, appel�e
appertisation, est pr�sent�e ci-apr�s de mani�re d�taill�e.
Comme dans les autres traitements de conservation, le l�gume
doit subir une pr�paration qui le rend consommable apr�s appertisation, sans
autre forme de traitement.
Le sch�ma g�n�ral de la figure 49 r�sume la succession des
op�rations applicables � tous les l�gumes.
L'appertisation n�cessite l'emploi d'un autoclave (sauf pour les
l�gumes tels que la tomate et le poivron). Cet appareil, qui est un r�cipient
m�tallique herm�tiquement clos dans lequel on op�re une cuisson ou une
st�rilisation par la vapeur sous pression, ne peut �tre construit
artisanalement; un investissement de base est donc n�cessaire. En outre, la
personne responsable d'appliquer au niveau semi-industriel cette technique, qui
exige quelques pr�cautions, doit avoir une formation de base suffisante. Le
proc�d� pr�sente toutefois l'avantage de pouvoir s'appliquer � la fois �
l'�chelon familial (sur quelques kilos de l�gumes par jour qui peuvent �tre
st�rilis�s dans une grosse marmite-vapeur du commerce ou dans de petits
autoclaves) et � l'�chelon artisanal (50 � 100 kg/jour) et semi-industriel
(500-2.000 ou 3.000 kg/jour) sans que les modalit�s de r�alisation soient
fondamentalement
diff�rentes.
7.2 Pr�traitements
Les op�rations suppl�mentaires � envisager par rapport aux
pr�traitements d�crits au chapitre 2 sont l'embo�tage, le jutage, le
pr�chauffage et la fermeture des bo�tes.
Figure 49. Sch�ma g�n�ral d'appertisation des l�gumes
R�ception ¯ Lavage Calibrage Parage Triage Epluchage
ou �cossage D�coupage ¯ Blanchiment ¯ Refroidissement ¯ Embo�tage ¯ Jutage � chaud ou � froid ¯ Pr�chauffage ¯ Fermeture des bo�tes ou bocaux ¯ Appertisation ¯ Refroidissement
7.2.1 Blanchiment
Les modalit�s de blanchiment sont indiqu�es au tableau 26
ci-apr�s.
7.2.2 Remplissage des r�cipients
Le remplissage des r�cipients (bo�tes ou bocaux) doit �tre
effectu� avec soin, car le liquide de remplissage, port� de 20 � 120°C,
augmente l�g�rement de volume et peut engendrer une pression int�rieure
consid�rable qui fragilise les points faibles des r�cipients. Il importe donc de
laisser un espace libre de 5-10 pour cent lors du remplissage. Si, au contraire,
un espace trop grand est laiss�, le m�tal peut se corroder sous l'action de
l'oxyg�ne, les l�gumes peuvent se d�t�riorer et la st�rilisation peut ne pas
�tre satisfaisante.
Le mat�riel n�cessaire au remplissage manuel et � la pes�e
simultan�e des bo�tes comprend:
- des gants de caoutchouc;
- une louche;
- une table de remplissage;
- un mat�riel de pes�e;
- des r�cipients capables de r�sister � des temp�ratures
sup�rieures � 100°C (bo�tes m�talliques, bocaux de formats diff�rents selon
les pays).
Tableau 25. Conservation des l�gumes par
appertisation
Op�rations
Tubercules
Graines
Feuilles
Fruits
Racines et bulbes
Patates douces
Haricots de Lima Pois
Epinards
Poivrons Tomates
Haricots verts
Gombos
Betteraves rouges
Carottes
Lavage
1. Lavage
1. Lavage
1. Triage
1. Lavage
1. Lavage
1. Lavage
Calibrage
2. Parage
2. Ecossage
2. Lavage
2. Triage
2. Parage
2. Calibrage
2. Calibrage
Parage
3. Epluchage
3. Lavage
3. Calibrage
3. Calibrage
3. Triage
2b. Pr�cuisson
Triage
4. D�coupage
4. Calibrage
4. Parage
3. Epluchage
Epluchage
5. Triage
5. Epluchage
4. Triage et parage
D�coupage
6. Parage (sauf pois)
5. D�coupage
6. Lavage
Cuisson ou blanchiment
Cuisson
Blanchiment
Blanchiment
Blanchiment
Blanchiment puis parage
Blanchiment
Embo�tage
X
X
X
X
X
X
Jutage � chaud
X
X
X
X
X
Pr�chauffage
X
X
X
X
X
Fermeture � chaud
X
X
X
X
X
X
Traitement thermique et refroidissement
St�rilisation
St�rilisation
St�rilisation
Pasteurisation
St�rilisation
St�rilisation
Tableau 26. Blanchiment avant appertisation
L�gumes
Temp�rature de blanchiment
Temps de blanchiment
Patates douces
115,6°C (vapeur)
9-12 mn
Ignames
100°C
8-10 mn
Pois
100°C
2-5 mn
Haricots de Lima
87-95°C
3 mn
Epinards
71-77°C
6 mn
Gombos
100°C
1,5-2 mn
Carottes
88°C
2-4 mn
Le remplissage � chaud doit s'effectuer le plus rapidement
possible pour �viter que la temp�rature baisse avant la fermeture des
r�cipients. Il est important de mobiliser le plus de personnel possible pour
cette op�ration.
Pour certains l�gumes (visqueux ou ayant tendance �
s'agglom�rer), le produit ne doit pas �tre tass�.
Tableau 27. Remplissage avant appertisation
L�gumes
Forme de la bo�te
Poids net maximal (g)
Epinards
Bo�te no 1
226,8
Bo�te no 2
441
Bo�te no 2 1/2
595
Bo�te no 10
1.984,5
Tomates enti�res pel�es
Bo�te no 2 1/2
793,8
Bo�te no 3
935,55
Bo�te no 10
2.920
7.2.3 Jutage
La plupart des l�gumes sont additionn�s d'un liquide de
recouvrement qui a plusieurs r�les:
- conf�rer une certaine saveur; - attendrir le
produit; - r�duire la dur�e de l'appertisation en facilitant les transferts
thermiques; - diminuer les r�actions d'oxydation.
Ce proc�d� pr�sente toutefois l'inconv�nient de dissoudre
certains �l�ments nutritifs qui sont perdus lorsque l'on jette le liquide, qui
est g�n�ralement une saumure l�g�re contenant 2 pour cent de sel et � laquelle
on peut ajouter du sucre ou du vinaigre.
Le sel utilis� doit �ventuellement �tre purifi� (comme indiqu�
au chapitre 4, section 4.1). Avant jutage, la saumure est pr�alablement bouillie
pour �liminer l'air qu'elle contient, puis elle est vers�e � temp�rature �lev�e
(80°C) jusqu'� atteindre la limite de remplissage (il doit subsister un
espace libre d'environ 8 pour cent). Le mat�riel n�cessaire est le suivant:
- une bassine de cuisson pour chauffer la saumure;
- une juteuse manuelle (� la louche) ou am�lior�e (syst�me de
r�servoir muni d'un robinet plac� au-dessus de la table de jutage).
Tableau 28. Composition du liquide de
conditionnement
Liquide de conditionnement
Nature des l�gumes appertis�s
Saumure � 2% de sel (20 g de sel/l)
Haricots de Lima - Epinards - Gombos - Haricots verts - Carottes
- Betteraves rouges
Saumure � 2% de sel (20 g de sel/l) et 4% de sucre (40 g de
sucre/l)
Petits pois
Eau
Patates douces
On ajoute � certains l�gumes (poivrons, tomates) de l'acide
citrique pour ramener le pH � un niveau inf�rieur � 4,3, de fa�on � rendre
suffisant un traitement � 100°C (c'est alors une pasteurisation).
Dans le cas des tomates, on utilise comme liquide de
recouvrement du jus de tomates pur additionn� de sel (5 g/l) et d'acide citrique
dont la quantit� est � d�terminer sur place; cet acide citrique peut �tre
remplac� par du vinaigre ou du citron sur les bases suivantes:
- 1 g d'acide citrique �quivaut � 10 � 15 ml de
vinaigre; - 1 g d'acide citrique �quivaut au jus d'un
citron.
7.2.4 Pr�chauffage
Le pr�chauffage effectu� avant la fermeture des r�cipients vise
�:
- compl�ter le blanchiment en �liminant les gaz
contenus dans les tissus des l�gumes;
- provoquer un d�gazage accentu� des liquides de couverture;
- dilater l'air contenu dans l'espace libre. Cet effet est
particuli�rement int�ressant dans le cas des bocaux de verre; le vide relatif
qui en r�sulte apr�s refroidissement contribue � assurer l'�tanch�it� de la
fermeture.
L'�limination ou la dilatation des gaz, suivie d'une fermeture
des r�cipients, permet d'�viter une dilatation trop importante en cours de
traitement chimique; les r�cipients sont donc soumis � une pression interne
moins forte, ce qui diminue les risques de d�formation et d'�clatement. Par
ailleurs, le refroidissement cr�e une l�g�re d�pression � l'int�rieur des bocaux
de verre, ce qui am�liore leur �tanch�it�.
On se sert d'un bac peu profond contenant de l'eau tr�s chaude
dans laquelle on place les bo�tes. L'eau est chauff�e � feu nu (petite �chelle)
ou par circulation de serpentins de vapeur (�chelle semi-industrielle).
Les temps de pr�chauffage indiqu�s au tableau 29 ne sont
qu'indicatifs; ils d�pendent surtout de la taille des r�cipients consid�r�s.
Tableau 29. Exemples de conditions de pr�chauffage
L�gumes
Temp�rature de pr�chauffage
Temps
Patates douces
85-93,3°C
18 mn
Epinards
70°C
10-15 mn
Tomates
85-95°C
3-10 mn
Poivrons
93-100°C
12-15 mn
Gombos
100°C
4-10 mn
Haricots verts
100°C
5 mn
Carottes
100°C
Temps suffisant pour atteindre au moins 65°C � coeur
Betteraves rouges
85-90°C
Idem
7.2.5 Fermeture des r�cipients
La dur�e de conservation d�pend de la qualit� de la fermeture.
Celle-ci doit avoir lieu le plus t�t possible apr�s le pr�chauffage des
r�cipients et avant leur refroidissement. Les r�cipients sont ensuite dispos�s
dans un panier qui sera plac� dans
l'autoclave.
7.3 Appertisation
7.3.1 Principe et description
L'appertisation est caract�ris�e par un couple temps-temp�rature
appel� “bar�me de st�rilisation”: la temp�rature est mesur�e dans
l'enceinte de st�rilisation et le temps est celui pendant lequel le produit est
soumis � la temp�rature de st�rilisation. On peut modifier le temps de
st�rilisation ou la temp�rature pour obtenir un m�me taux de destruction des
micro-organismes.
Chaque l�gume constituant un cas particulier, il est n�cessaire,
dans une conserverie polyvalente, d'utiliser des bar�mes de st�rilisation
diff�rents. La temp�rature d'appertisation est g�n�ralement fix�e � 115°C
et le temps de traitement varie selon:
- le pH du produit: le pH des l�gumes varie
entre 4,5 et 6,5 (figure 50). Suivant leur composition min�rale, le pH peut �tre
modifi� au cours du traitement thermique. Le bar�me de st�rilisation doit �tre
plus �lev� pour les produits dont le pH est proche de 7;
Figure 50. pH de quelques
l�gumes
- la texture du produit: le temps de st�rilisation est
compt� � partir du moment o� le milieu chauffant atteint la temp�rature d�sir�e.
La p�riode �coul�e entre le d�but du traitement et le moment o� la temp�rature
atteint le niveau souhait� d�pend de la vitesse de p�n�tration de la chaleur. Si
le produit est liquide, cette vitesse est �lev�e; si le produit est plus p�teux
ou plus solide, cette vitesse diminue et une grande diff�rence de temp�ratures
existe entre la p�riph�rie et le coeur du produit. Il faudra donc chauffer plus
longtemps pour que le coeur du produit atteigne la temp�rature d�sir�e;
- la nature du produit: le sucre et les sels contenus
dans les l�gumes � diff�rentes concentrations freinent la transmission de
chaleur. Il en est de m�me pour l'amidon qui a tendance � former un empois qui
augmente la viscosit� du produit;
- le volume des r�cipients: la dur�e de la st�rilisation
d�pend beaucoup du volume du r�cipient. La temp�rature � coeur est atteinte
apr�s un temps de chauffage d'autant plus long que la distance entre le milieu
chauffant et le centre du r�cipient est plus �lev�e. Ainsi, dans le cas de
bo�tes de formes similaires mais de capacit�s diff�rentes, le temps n�cessaire
pour que le coeur de la bo�te atteigne la temp�rature de st�rilisation est
proportionnel au carr� du rayon. On peut donc extrapoler les temps de
st�rilisation d�termin�s exp�rimentalement pour un format bien d�fini;
- les conditions de travail: pour des produits p�teux ou
semi-solides dans lesquels la chaleur p�n�tre tr�s lentement, la temp�rature
initiale du traitement est importante. Plus cette temp�rature initiale est
�lev�e, plus le traitement sera efficace. Le pr�chauffage des produits avant
st�rilisation r�pond pr�cis�ment � ce but. Il est cependant inutile de
pr�chauffer les produits liquides;
- l'�tat de fra�cheur des produits: les l�gumes
susceptibles de fermenter doivent �tre mis en conserve le jour m�me de leur
r�colte.
L'appertisation est r�alis�e soit avec de l'eau chauff�e sous
pression, soit � la vapeur. Les avantages et les inconv�nients de ces deux
techniques sont compar�s dans le tableau 30.
Tableau 30. Comparaison des techniques
d'appertisation
Eau chauff�e sous pression
Vapeur
Avantages
Applicable aux r�cipients fragiles Maniement simple, surtout
quand on chauffe � feu nu
Economie d'�nergie
Inconv�nients
Consommation d'�nergie importante
Risque de poche d'air entra�nant une h�t�rog�n�it� du
traitement Refroidissement d�licat � mettre en oeuvre Conduite d�licate
7.3.2 Mat�riel
On peut utiliser soit un autoclave dont le milieu chauffant est
l'eau elle-m�me, chauff�e � feu nu ou � la vapeur, soit un autoclave dont le
milieu chauffant est la vapeur. Ces appareils sont des cuves cylindriques en
acier de forte �paisseur, munies d'un couvercle fermant herm�tiquement gr�ce �
un joint de caoutchouc et � des boulons de fermeture. Un contrepoids est ajout�
au couvercle pour faciliter son ouverture. A l'instar des g�n�rateurs de vapeur
appel�s � supporter des pressions �lev�es, les autoclaves doivent �tre �prouv�s
(timbr�s) par les services officiels comp�tents.
Un dispositif de s�curit� comprenant:
- une soupage r�gl�e � la pression limite
autoris�e, - un robinet d'�vacuation de la vapeur, - un manom�tre, et -
un dispositif de purge
est indispensable. Des accessoires tels que paniers de
chargement en t�le perfor�e et thermom�tres � mercure peuvent �tre utilis�s. La
pr�sence d'une voie de roulement au-dessus de l'autoclave permet le d�placement
du palan servant � la charge et � la d�charge des cuves. La capacit� des
autoclaves peut varier de 20 kg � plusieurs centaines de kilos (figures 51 et
52). Pour 400 bo�tes 4/4 ou 60 bo�tes 5/1, on utilisera un autoclave d'une
hauteur totale de 1,8 m (diam�tre 1 m, hauteur utile 1 m), dont la d�pense
�nerg�tique sera de 200-300 kg de vapeur par charge et la consommation d'eau, de
1-2 m3.
Figure 51. Autoclave � feu nu
de faible capacit�
Figure 52. Autoclave �
vapeur, de grande capacit�
La mise en place des r�cipients (bo�tes, flacons, bocaux) dans
le panier de l'autoclave doit �tre faite avec soin. Une disposition en vrac
assure une meilleure homog�n�it� du chauffage mais diminue la capacit� de
l'autoclave. On peut �galement disposer les r�cipients en quinconce, mais jamais
de fa�on
r�guli�re.
7.3.3 Cas particuliers
Les bar�mes de st�rilisation indiqu�s aux tableaux 31 et 32 ont
�t� �tablis pour des cas tr�s pr�cis (nature et format du r�cipient, taille des
l�gumes ou des morceaux, temp�rature initiale de l'op�ration); ils s'appliquent
� des traitements en autoclave non soumis � agitation.
Si les conditions de r�alisation de la st�rilisation ne sont pas
rigoureusement identiques � celles indiqu�es, ces bar�mes de st�rilisation ne
doivent en aucun cas �tre appliqu�s: il faut en effet �viter � tout prix des
d�fauts de st�rilisation dont les cons�quences peuvent �tre
graves.
7.4 Post-traitements
7.4.1 Principe et description
Le refroidissement des bo�tes � la sortie de l'autoclave est une
op�ration qui conditionne la qualit� des conserves. Un refroidissement rapide
est pr�f�rable � un refroidissement lent, et cela pour deux raisons:
- la chute brutale de la temp�rature peut provoquer
la destruction des micro-organismes qui auraient pu r�sister au traitement
thermique;
- un refroidissement rapide pr�serve mieux la qualit� gustative
et nutritionnelle des l�gumes appertis�s.
Tableau 31. Bar�me de st�rilisation des l�gumes en bo�tes
m�talliques
L�gumes
Format de la bo�te
Temp�rature initiale de l'autoclave (°C)
Temp�rature de st�rilisation (°C)
Temps de st�rilisation (mn)
Patates douces
no 1
65,6
115,6
65
82,2
115,6
60
no 2
65,6
115,6
110
82,2
115,6
85
no 2 1/2
65,6
115,6
110
82,2
115,6
95
Pois
no 2 et au-dessous
21,1
115,6
36
21,1
121,1
16
60
115,6
35
60
121,1
16
no 3
21,1
115,6
50
21,1
121,1
22
60
115,6
45
60
121,1
20
no 10
21,1
115,6
55
21,1
121,1
25
60
115,6
50
60
121,1
23
Haricots de Lima
no 2 et moins
60
121,1
18
60
115,6
35
21,1
121,1
20
21,1
115,6
40
no 3
60
115,6
50
21,1
115,6
55
no 10
60
121,1
30
21,1
121,1
35
Epinards
no 1
60
122,4
40
no 2
60
122,4
60
no 2 1/2
60
122,4
70
no 10
60
122,4
80
Tomates
no 2 1/2
70
100
25
no 3
70
100
30
Poivrons
no 2
70
100
30
Piments
no 2 1/2
70
100
30
Gombos
no 2
60
115,5
30
no 2 1/2
60
115,5
35
no 10
60
115,5
50
Haricots verts
no 2
21,1
115,6
21
121,1
12
50
115,6
20
121,1
20
no 2 1/2
21,1
115,6
26
121,1
15
50
115,6
25
121,1
14
no 10
21,1
115,6
37
121,1
22
50
115,6
35
121,1
20
Carottes
no 2 1/2 et au-dessous
21,1
115,6
35
21,1
121,1
23
60
115,6
30
60
121,1
20
no 10 (carottes enti�res)
21,1
115,6
45
21,1
121,1
30
60
115,6
40
60
121,1
25
no 10 (carottes coup�es en tranches)
21,1
115,6
50
21,1
121,1
35
60
115,6
45
60
121,1
30
Betteraves
no 2 1/2 et au-dessous
60
115,6
30
21
115,6
35
no 10
60
115,6
45
Pour refroidir, on peut utiliser deux m�thodes:
- l'immersion dans des bacs avec circulation
continue sur un tapis; - la pulv�risation d'eau sur les bo�tes circulant sur
un tapis roulant.
Ce dernier proc�d� est plus rapide et plus efficace que le
pr�c�dent.
Tableau 32. Bar�me de st�rilisation des l�gumes en bocaux
de verre
L�gumes
Format du bocal (diam�tre × hauteur)
Temp�rature initiale de l'autoclave
Temp�rature de st�rilisation
Temps de st�rilisation
(mm)
(°C)
(°C)
(mn)
Haricots de Lima
99,4 × 134,8
60
115,6
25
131,5 × 135,8
60
115,6
30
Petits pois
99,4 × 134,8
60
115,6
45
Carottes
99,4 × 134,8
60
115,6
30
131,5 × 135,8
60
115,6
30
Betteraves
99,4 × 134,8
60
115,6
35
131,5 × 135,8
60
115,6
40
Une d�compression lente et progressive doit �tre r�alis�e dans
l'autoclave avant de retirer les bo�tes pour �viter de les endommager, ce qui
s'oppose, � premi�re vue, � la recherche d'un refroidissement aussi rapide que
possible. Il existe cependant un dispositif permettant de r�aliser simultan�ment
une d�tente progressive et un refroidissement acc�l�r� des bo�tes: il s'agit
d'un refroidissement dans de l'eau sous
pression.
7.4.2 S�chage des r�cipients
Les r�cipients qui ont �t� refroidis dans l'eau en sortent
mouill�s. Leur stockage dans cet �tat provoquerait la corrosion des bo�tes
m�talliques: il est donc indispensable de les s�cher avant stockage. De plus, un
s�chage rapide est n�cessaire pour permettre le collage des �tiquettes aussit�t
apr�s la fabrication, afin d'�viter des erreurs d'�tiquetage.
Aux �chelles consid�r�es, un s�chage naturel � l'air s'av�re
suffisant. A cette fin, il suffit d'am�nager une aire de s�chage (tapis ou
claies sur�lev�s) dans un endroit bien
ventil�.
Conservation des L�gumes � Petite �chelle (CTA - ILO - WEP, 1990, 186 p.)
CHAPITRE 8 - CONDITIONNEMENT
8.1 G�n�ralit�s
8.2 Mat�riaux de conditionnement
8.2.1 Types d'emballages primaires
8.2.2 Comparaison des diff�rents types d'emballage
8.2.3 Utilisations possibles des diff�rents mat�riaux de conditionnement
8.3 Fermeture des r�cipients
8.3.1 Principe
8.3.2 Papiers et cartons
8.3.3 Mati�res plastiques
8.3.4 Verre
8.3.5 Textiles
8.3.6 Bo�tes m�talliques
8.3.7 Poteries et terre cuite
8.4 Etiquetage
Conservation des L�gumes � Petite �chelle (CTA - ILO - WEP, 1990, 186 p.)
CHAPITRE 8 - CONDITIONNEMENT
8.1 G�n�ralit�s
a) D�finition
On distingue trois types de conditionnement:
- l'emballage primaire, en contact direct avec le
produit (bo�tes, bocaux, bouteilles, etc.);
- l'emballage secondaire, permettant le groupage des emballages
primaires (cartons);
- l'emballage tertiaire, facilitant la manutention des
emballages secondaires (palettes, conteneurs).
Le pr�sent chapitre traite uniquement de l'emballage primaire,
qui joue un r�le essentiel dans la conservation du produit.
b) But du conditionnement primaire
Le conditionnement, r�alis� avant ou apr�s le traitement destin�
� assurer la conservation des produits, est n�cessaire pour plusieurs raisons;
il doit:
- pr�server l'effet b�n�fique du traitement de
conservation et �viter ainsi soit une r�hydratation du produit (dans le cas o�
il a �t� s�ch�), soit une recontamination du produit (quand il a �t� pasteuris�
ou st�rilis�);
- prot�ger de l'environnement ext�rieur, en particulier dresser
une barri�re physique contre les chocs m�caniques, les d�pr�dateurs, la
poussi�re, la lumi�re et l'oxyg�ne �ventuellement;
- constituer un r�cipient s�r, c'est-�-dire pouvant �tre clos
sans pr�senter de fuites.
c) Caract�ristiques des emballages primaires
Les buts recherch�s lors du conditionnement d�finissent
certaines exigences relatives aux mat�riaux d'emballage primaire (tableau 33).
Certaines d'entre elles sont obligatoires et communes � tous les mat�riaux
d'emballage; d'autres sont au contraire facultatives et d�pendent du traitement
de conservation effectu�.
Il est important de noter que le choix du mat�riau de
conditionnement d�pend, dans une large mesure, de la nature du produit �
emballer et de la technique de conservation mise en oeuvre. Apr�s avoir subi un
traitement, le produit � conditionner peut en effet pr�senter une protection
naturelle vis-�-vis de certains risques tout en �tant particuli�rement sensible
� d'autres. Par exemple, un produit s�ch� en poudre est insensible �
l'�crasement, d'o� l'inutilit� d'un mat�riau rigide; par contre, il craint la
r�hydratation.
Tableau 33. Exigences � remplir pour les mat�riaux
d'emballage primaire
Caract�ristiques obligatoires
Caract�ristiques facultatives
- Solidit� - Imperm�abilit� aux liquides - Fermeture
emp�chant l'�coulement du produit - Inertie vis-�-vis du produit (pas de
r�action chimique � son contact) - Co�t peu �lev� par rapport � celui du
contenu
- Rigidit� - Imperm�abilit� aux gaz - Fermeture
herm�tique - Opacit�
8.2 Mat�riaux de conditionnement
8.2.1 Types d'emballages primaires
a) Papier et carton
Le papier est constitu� par un enchev�trement de fibres
cellulosiques auquel on a parfois ajout� certains ingr�dients (charges, colles,
colorants). Il est caract�ris� par une force variable (la force du papier est
d�finie par son poids par unit� de surface: elle est comprise entre 16 et 1.000
g/m2, les valeurs les plus �lev�es �tant celles du carton, � partir
de 200-300 g/m2).
Le papier, naturel ou modifi�, sert g�n�ralement d'emballage
primaire, alors que le carton est davantage, mais non exclusivement, utilis�
comme suremballage.
Le papier et le carton pr�sentent � l'origine une forte porosit�
qu'il est cependant possible de combattre par diff�rents moyens:
- combinaison de mat�riaux diff�rents dont l'un est
imperm�able, formant ainsi des mat�riaux d'emballage complexes. On utilise par
exemple l'aluminium ou le poly�thyl�ne;
- affinage du carton;
- impr�gnation du papier ou du carton;
- enduction des papiers par une couche de plastique;
- contrecoll�s papier/papier;
- cartons ondul�s;
- cartons compacts, etc.
Ces diff�rents types d'emballage peuvent �tre utilis�s sous
plusieurs formes: sacs en papier de petite contenance, de grande contenance
allant jusqu'� 50 kg, ou bo�tes en carton pliantes avec rabats jointifs. Les
bo�tes en carton peuvent �galement servir � regrouper les unit�s de
conditionnement de taille inf�rieure (emballage secondaire).
b) Mati�res plastiques
Les caract�ristiques des mati�res plastiques d�pendent
consid�rablement de leur composition chimique (tableau 34). On peut multiplier
les possibilit�s offertes par les mati�res plastiques en combinant les mati�res
primaires cit�es dans le tableau. On r�alise ainsi des associations:
- ac�tate de cellulose et chlorhydrate de
caoutchouc; on obtient de cette fa�on un mat�riau transparent, stable, r�sistant
� l'humidit� et facilement soudable;
- textile, poly�thyl�ne et papier fort: ensemble tr�s durable et
r�sistant � la vapeur d'eau;
- cellophane et chlorhydrate de caoutchouc.
c) Verre
Le verre, dont le mat�riau de base est le sable quartzeux, est
tr�s utilis� sous forme de bouteilles, de flacons et de bocaux pour conditionner
de nombreux produits alimentaires.
d) Textiles
Le textile le plus utilis� est le jute, mais on emploie
�galement du coton, du chanvre et du lin. Comme le papier et le carton, ces
fibres peuvent �tre impr�gn�es de fa�on � augmenter leur imperm�abilit� et leur
r�sistance aux moisissures et � la flamme.
e) M�taux
Les mat�riaux m�talliques utilis�s sont le fer-blanc (constitu�
par une feuille d'acier doux recouverte d'une couche d'�tain sur ses deux faces)
et l'aluminium.
- Fer-blanc: les diff�rentes cat�gories de fer-blanc
se distinguent par leur teneur en �tain, le mode d'application de l'�tain et la
duret� de l'acier. Ce mat�riau �tant en lui-m�me sensible � la corrosion, il est
n�cessaire de respecter certaines consignes de fabrication ou d'utilisation
(tableau 35). Le fer-blanc est utilis� sous forme de bo�tes obtenues par
enroulement d'une plaque de fer-blanc et soudure. Le fond peut �tre soit soud�,
soit serti.
- Aluminium: l'aluminium a des applications tr�s diff�rentes:
utilis� sous forme de sachets en feuilles tr�s minces, il assure une protection
directe des aliments, les sachets �tant regroup�s dans des emballages en carton,
papier ou plastique. L'aluminium est peu utilis� sous forme de bo�tes, en raison
de son co�t �lev�.
f) Terre cuite
La fabrication doit assurer une �tanch�it� � l'eau.
Tableau 34. Caract�ristiques des principales mati�res
plastiques utilis�es
Caract�ristiques
Ac�tate de cellulose
Chlorhydrate de caoutchouc
Chlorure de polyvinyle
M�langes de polyvinyle
Poly�thyl�ne
Polyester
Polyamide
Cellophane
Transparence
+
+
+
-
+
Imperm�abilit� aux gaz (O2, N2,
CO2)
+
+
+
+
+
+
+
+ si s�che ± si humide
Imperm�abilit� � la vapeur d'eau
+
-
+
+
+
+
±
+ si s�che ± si humide
R�sistance m�canique
+
±
±
±
±
+
+
±
R�sistance chimique (au contact des produits alimentaires)
Bonne pour les graisses et huiles
Bonne
Bonne
Bonne pour les graisses et huiles
Inerte aux solvants, faible pour les graisses et les huiles
Bonne pour les acides, alcalis, graisses et solvants
+
Bonne pour les graisses, huiles, solvants organiques. Faible
pour les alcalis et les acides
R�sistance thermique
Bonne entre -15 et +150°C
Bonne au-dessous de 30°C
Ramollissement au-dessus de 130°C
Bonne
Bonne entre -15 et + 85°C
Bonne entre -30 et +250°C
Bonne � moins de 110°C
Inflammable
Utilisation principale
Feuilles et films
Jouets-bouchons, films
Feuilles et bouteilles
Films pour doubler des cartons, etc.
Feuilles, sachets, films r�tractables, bouteilles
Films
Feuilles, sachets
Feuilles, films
Tableau 35. Corrosion des r�cipients en fer-blanc et
pr�cautions � prendre
Localisation de la corrosion
Cons�quences de la corrosion
Causes de la corrosion
Pr�cautions � prendre
Corrosion externe
Rouille, perforation
Contact m�tal-air humide ou eau
S�cher suffisamment apr�s utilisation. Stocker � l'abri de
l'humidit�
Rouille, perforation
Contact entre m�taux
Corrosion interne
Dissolution partielle des m�taux, d�gagement d'hydrog�ne,
bombement, �clatement du r�cipient
Acidit� du contenu
Utiliser des bo�tes comportant un vernis de protection
8.2.2 Comparaison des diff�rents types d'emballage
Certains compl�ments aux indications fournies par le tableau 36
s'av�rent n�cessaires, notamment en ce qui concerne les emballages en verre ou
en m�tal.
Le rapport “co�t du contenant/co�t du contenu” d�finit
la rentabilit� d'un mode de conditionnement. Or ce rapport est nettement plus
�lev� dans le cas des r�cipients en verre que pour des bo�tes m�talliques.
Toutefois, le mode de fermeture des r�cipients en verre permet
une r�utilisation du m�me r�cipient un certain nombre de fois, ce qui n'est pas
le cas des bo�tes m�talliques dont l'ouverture entra�ne la destruction. La mise
en place d'un syst�me de consigne et de r�cup�ration des r�cipients en verre
peut donc rendre ce type de conditionnement comp�titif par rapport aux bo�tes
m�talliques. Pour s'en assurer, il faut, dans chaque cas, r�aliser un bilan
�valuant:
- le nombre de r�utilisations possibles pour un m�me
r�cipient;
- l'importance des pertes (casse, non-retour);
- l'�tendue du march�: plus le march� sera regroup�, plus le
syst�me de collecte sera facilit�;
- le co�t de la r�cup�ration (v�hicules, personnels, lavage des
bocaux).
D'autre part, le rapport “co�t du contenant/co�t du
contenu” dont il vient d'�tre question peut �tre artificiellement abaiss�
en utilisant des r�cipients de grande taille. Ce mode de conditionnement risque
cependant de ne trouver que peu d'acheteurs. N�anmoins, dans le cas d'un produit
peu p�rissable, il est possible de vendre successivement le contenu d'un grand
r�cipient � diff�rents clients, � condition toutefois de respecter les consignes
alimentaires d'hygi�ne et le faible d�lai d'�coulement du produit.
Tableau 36. Caract�ristiques des diff�rents types
d'emballage
Nature des emballages
Formes
Applications
Avantages
Inconv�nients
Souples
Papiers et cartons souples (enduits ou non)
Sachets, bo�tes
Produits secs
Encombrement minimal � vide Absence de
toxicit� L�g�ret� Fermeture facile Faible co�t
Perm�abilit� aux gaz, � l'humidit�, aux odeurs (si non
enduits) Si enduits, rupture de l'enduction aux plis
Mati�res plastiques souples (cellophane et ac�tate de cellulose)
Sachets
Encombrement minimal � vide L�g�ret�
Fermeture herm�tique n�cessitant un appareillage sp�cifique et
cher
Variables suivant les plastiques (voir le tableau 34)
Mat�riaux composites (plastique-plastique ou
plastique-aluminium)
Sachets
Diverses
Encombrement minimal � vide L�g�ret� Bonne inertie
chimique Imperm�able aux micro-organismes Plus grande r�sistance m�canique
que les mat�riaux simples
Co�t �lev� Fermeture herm�tique n�cessitant un appareillage
sp�cifique et cher Utilisation d�licate pour les traitements thermiques
(pression interne �lev�e) Importation n�cessaire
Textiles
Sacs, sachets
Encombrement minimal � vide L�g�ret� Fabrication locale
possible Faible co�t
Perm�abilit� aux gaz, odeurs et eau D�formation sous les
chocs
Rigides
Verre
Bocaux, flacons, bouteilles
Produits liquides ou p�teux, ou solides dans un milieu liquide
Conditionnement herm�tique possible avec ou sans appareil de
conditionnement R�sistance � des traitements thermiques
importants Imperm�abilit� aux gaz, odeurs, humidit�,
micro-organismes Possibilit� de voir le contenu Inertie chimique
Encombrement et poids � vide �lev�s Fragilit� aux chocs
m�caniques et thermiques Prix �lev� Transparence N�cessit� d'un syst�me
de consigne qui s'accompagne n�cessairement de pertes
Mati�res plastiques (poly�thyl�ne ou chlorure de polyvinyle)
Bouteilles
Boissons, liquides alimentaires
L�g�ret� Solidit�
Encombrement � vide important Non biod�gradable
Variables selon les plastiques (voir le tableau 34)
M�tal
Bo�tes
Diverses
Rigidit� et solidit� Imperm�abilit� aux gaz, odeurs, humidit�
et micro-organismes Traitement thermique possible Protection contre la
lumi�re
N�cessit� d'un appareil de fermeture de maniement
d�licat Encombrement et poids � vide �lev�s N�cessit� d'un vernis
int�rieur pour �viter la corrosion par un contenu acide Si reformage des
bo�tes sur place, rupture de la couche de vernis formant un point sensible � la
corrosion Prix �lev� par rapport au contenu pour les petites
tailles Importation
Terre cuite
Pots
Produits ne n�cessitant pas de traitement thermique (probl�me de
fermeture herm�tique) une fois conditionn�s
Fabrication locale possible Faible co�t Fermeture �tanche
possible artisanalement
Pas de fermeture herm�tique r�sistant aux traitements
thermiques Encombrement et poids � vide �lev�s
A la sortie de l'usine, le prix d'achat comparatif des
diff�rents types de conditionnement se situe approximativement comme suit:
- bocal de verre (syst�me “twist off”): 10
unit�s par litre;
- complexe carton-aluminium-plastique: 3-8 unit�s par litre,
selon la nature du complexe utilis�;
- bo�tes m�talliques: 6 � 8 unit�s pour 850 g.
Cependant, la n�cessit� d'importer les emballages peut augmenter
consid�rablement leur prix d'achat dans les pays en d�veloppement. Le prix des
bo�tes m�talliques, par exemple, peut quadrupler si celles-ci sont import�es
pr�tes � l'emploi, du fait de l'importance du volume qu'elles occupent pendant
le transport. Une solution consiste � importer les bo�tes sous forme de plaques
et � les former sur place, ce qui permet une r�duction du volume, donc du co�t
du fret. Cette solution pr�sente cependant des inconv�nients:
- le reformage peut s'accompagner de craquelures du
vernis int�rieur, ce qui oblige � r�enduire les bo�tes pour �viter leur
corrosion par le contenu;
- le reformage n�cessite un investissement consid�rable en
mat�riel qui ne peut �tre rentabilis� que par une importante production de
bo�tes. Il doit donc �tre pris en charge soit par une unit� de transformation de
fruits et l�gumes de grande taille, soit par une entreprise sp�cialis�e
alimentant plusieurs unit�s de transformation plus petites.
Du fait des co�ts �lev�s des produits import�s, il s'av�re donc
extr�mement important, lors du choix du mode de conditionnement, d'exploiter au
maximum les ressources disponibles localement (verrerie proche, artisanat de
poterie,
etc.).
8.2.3 Utilisations possibles des diff�rents mat�riaux de conditionnement
Le choix du type de conditionnement pour un produit donn� d�pend
beaucoup de la transformation qu'il a subie. La nature de l'emballage utilisable
est pr�cis�e dans chacun des chapitres se rapportant � une technique
particuli�re de conservation. Diff�rents formats sont utilisables; ceux-ci font
l'objet d'une normalisation, notamment en ce qui concerne les bo�tes m�talliques
et les r�cipients en verre (voir le tableau
37).
8.3 Fermeture des r�cipients
8.3.1 Principe
Le mode de fermeture varie consid�rablement selon le type de
r�cipient. Du fait de la faible taille des unit�s de transformation envisag�es,
les seuls emballages �tudi�s ici sont ceux pouvant �tre ferm�s � la main ou �
l'aide d'une machine non automatique. Des syt�mes artisanaux de fermeture
existent �galement pour des r�cipients qui, � l'�chelle industrielle, utilisent
un mode de fermeture totalement diff�rent et automatis�; l'�tanch�it�, dans ce
cas, est moindre mais peut cependant �tre suffisante dans certains cas
particuliers.
Tableau 37. Equivalences et caract�ristiques des
principaux types de bo�tes � conserves
1. Normalisation Internationale
2. D�signation
3. Dimensions
No.
Limite de capacit� ml
Pays
Normes
Appellation
� ext. in
� ext. mm
h ext. in
h ext. mm
no. 1
� int. mm
no. 2
h int. mm
Vol. ext.
Vol. ext f oz
Vol. int. ml
Cont. f oz
Cont. ml
1.
4186 � 4314
F
NF-H-33001
5/1
6(1/16)
¬
153
9(11/16)
¬
246
-2.48
150.5
-3.70
242.3
4 523
152.94
4 310
143.69
4 250
F
hors normes
5/1
6(1/16)
¬
153
9(4/16)
¬
235
150.5
231.3
4 320
127.77
4 115
118.05
3 992
2.
3053 � 3147
G.B.
A 10
109.20
3 229
USA
603-700
no. 10
6(3/16)
®
157
7
®
178
154.5
174.3
3 449
116.62
3 268
94.59
2 797
F
hors normes
3/1
6(1/16)
¬
153
7(1/16)
¬
180
150.5
176.3
3 309
97.86
3 136
86.23
2 550
F
NF-H-33002
2/1
4(15/16
¬
125
5(15/16)
¬
150
-2.24
122.8
-3.40
146.1
1 840
62.22
1 730
57.48
1 700
USA
502-510
no. 5
5(2/16)
®
130
5(10/16)
®
143
127.8
139.1
1 898
56.13
1 784
51.08
1 510
USA
404-700
no. 3 cyl (46x)
4(4/16)
®
108
7
®
178
105.8
174.1
1 627
55.01
1 531
44.63
1 320
F
NF-H-33001
5/4
6(1/16)
¬
153
2(14/16)
¬
72.5
150.8
68.6
1 333
45.07
1 225
35.91
1 062
F
hors normes
1 litre
3(15/16)
¬
100
5(12/16)
¬
146.2
97.8
142.8
1 448
37.09
1 097
35.50
1 050
G.B.
A2 (1/2)
29.90
884
3.
837 � 863
F
NF-H-33001
1/1 haute
3(15/16)
¬
100
4(11/16)
¬
118.5
-2.20
97.8
-3.30
115.2
931
31.48
865
28.74
850
F
NF-H-33001
1/1 basse
4(15/16)
¬
125
3(/16)
¬
80
122.8
76.7
981
33.17
908
28.74
850
USA
401-411
no. 2 (1/2)
4(1/16)
®
103
4(11/16)
®
119
100.8
115.7
996
33.68
923
25.73
761
USA
307-604
no. 2 tall
3(7/16)
®
87
6(4/16)
®
159
84.8
155.7
945
31.96
879
24.93
737
USA
307-512
no. 2 cyl
3(7/16)
®
87
5(12/16)
®
146
84.8
142.7
874
29.56
806
22.69
671
G.B.
A2
20.40
603
4.
571 � 589
F
hors normes
3/4
3(5/16)
¬
84
4(9/16)
¬
115.2
81.8
111.9
634
21.44
588
19.61
580
5.
451 � 579
USA
307-409
no. 2
3(7/16)
®
87
4(9/16)
®
116
84.8
112.7
690
23.47
657
17.73
524
G.B.
A1 tall
16.90
500
6.
412 � 432
USA
301-411
no. 1 tall
3(1/16)
®
78
4(11/16)
®
119
-2.08
75.9
-3.12
155.9
566
19.14
524
14.40
426
F
NF-H-33001
1/2 haute
2(13/16)
¬
71.5
4(9/16)
¬
115.5
69.4
162.4
464
15.69
425
14.37
425
F
NF-H-33001
1/2 basse
3(15/16)
¬
100
2(8/16)
¬
64
97.9
60.9
503
17.01
458
14.37
425
USA
401-207.5
no. 1 1/4 pineaple
4(1/16)
®
103
2(7/16)
®
62
100.9
58.9
528
17.85
471
12.23
362
USA
211-414
211 cyl
2(11/16)
®
68
4(14/16)
®
124
65.9
120.9
450
15.32
412
11.79
349
G.B.
A1
11.10
328
7.
306 � 325
USA
211-400
no. 1 picnic
2(11/16)
®
68
4
®
102
65.9
98.9
372
12.58
337
9.45
280
8.
208 � 218
USA
307-205
no. 1 flat
3(7/16)
®
87
2(3/16)
®
56
84.9
52.9
333
11.26
299
7.32
216
USA
180
2(1/16)
¬
52.6
3(8/16)
¬
88.9
-1.96
50.6
-2.94
86.0
193
6.53
173
6.09
180
F
hors normes
(1/5) H
2(3/16)
¬
55
3(1/16)
¬
78
53.0
75.1
185
6.26
166
5.75
170
9.
134 � 148
F
NF-H-33001
(1/6) H
2(3/16)
¬
55
2(11/16)
¬
68
53.0
65.1
162
5.48
144
4.80
142
USA
202-214
-
2(2/16)
®
54
2(14/16)
®
73
52.0
70.1
167
5.65
149
4.23
125
10.
66 � 74
® = sens des
conversions.
Source: Estanove P.,
1979.
8.3.2 Papiers et cartons
Diff�rentes m�thodes sont utilisables, � savoir:
- le collage (figure 53) � l'aide de colle ou de
ruban adh�sif, ce dernier �tant plus couramment employ� pour les emballages en
carton;
- la couture (figure 54), effectu�e g�n�ralement avec du fil de
coton, peut �tre r�alis�e avec une machine fixe ou portative;
- le ficelage, tr�s facile, pr�sente cependant l'inconv�nient
d'un remplissage n�cessairement incomplet du sac si l'on veut que ce mode de
fermeture r�siste aux manutentions
successives.
8.3.3 Mati�res plastiques
Plusieurs cas peuvent �tre envisag�s selon la mati�re plastique
et le type de r�cipient utilis�s.
a) Sachets plastiques souples
La seule fa�on d'obtenir une fermeture herm�tique dans ce cas
est le thermosoudage, qui n�cessite une machine d'un co�t relativement �lev�,
m�me si son fonctionnement est enti�rement manuel.
On peut cependant se contenter de conditionner les produits secs
non moulus de fa�on plus simple et non �tanche en ayant recours � des sacs de
grande taille en plastique tr�s souple ferm�s avec de la ficelle, du ruban
adh�sif, des agrafes, etc.
b) Bouteilles de plastique rigide
La fermeture, n�cessairement herm�tique puisqu'un tel r�cipient
est destin� � contenir un liquide, ne peut �tre obtenue que par des machines
on�reuses, ce qui rend ce type de conditionnement peu adapt� aux �chelles de
transformation
choisies.
8.3.4 Verre
Le verre peut �tre utilis� sous forme de flacons, de bocaux ou
de bouteilles selon la nature du produit � emballer. A chacune de ces formes
d'utilisation correspond une fermeture sp�cifique.
a) Flacons (pots)
La fermeture peut �tre obtenue au moyen:
- d'une capsule pos�e manuellement ou � l'aide d'une
machine;
- du syst�me “twist off” (figure 55), dont la pose
peut �tre enti�rement manuelle. Il est constitu� d'une capsule crant�e � joint
plastique coul�. Son herm�ticit� �tant due en grande partie au vide r�alis� dans
le flacon au moment de la pose, le capsulage doit �tre obligatoirement effectu�
� chaud;
- du syst�me Eurocap (figure 56) constitu� d'une capsule
m�tallique munie d'un joint plastique et dont la fixation est assur�e � la fois
par une retenue sur une “bosse” et par le vide partiel cr�� dans le
flacon. Ce syst�me n�cessite une capsuleuse dont le fonctionnement peut �tre
manuel, mais les flacons doivent obligatoirement �tre ferm�s � une temp�rature
aussi �lev�e que possible pour cr�er un vide int�rieur suffisant;
- d'une couche de paraffine coul�e � chaud sur le produit et
recouverte d'une feuille de cellophane assurant l'isolation de la paraffine
vis-�-vis des poussi�res. Cette m�thode, contrairement au capsulage, n'est pas
applicable � des produits pasteuris�s ou st�rilis�s.
Figure 53. Fermeture par
collage (papier et carton)
Figure 54. Fermeture par
couture (papier et carton)
Figure 55. Fermeture (verre)
“twist off”
Figure 56. Fermeture (verre)
“Eurocap”
b) Bocaux
Les bocaux se ferment par un syst�me de clapet m�tallique,
l'�tanch�it� �tant assur�e par un joint de caoutchouc (figure 57). La pose est
enti�rement manuelle, mais le bocal et son joint sont d'un prix de revient plus
�lev� que les flacons.
c) Bouteilles
De nombreux syst�mes existent pour la fermeture des bouteilles,
dont le goulot doit �tre adapt� au mode de fermeture choisi:
- bouchon m�canique ou � �trier (figure 58):
l'obturation de la bouteille est obtenue au moyen d'un c�ne de porcelaine muni
d'un joint de caoutchouc. La porcelaine est travers�e par une monture m�tallique
articul�e qui vient prendre appui dans deux orifices diam�tralement oppos�s
dispos�s dans la bague de la bouteille. Le montage du bouchon se fait � la main;
- bouchon couronne (figure 59) form� d'une capsule de fer-blanc
dont la jupe ondul�e est sertie sur la bague de la bouteille. La capsule est
munie int�rieurement d'un li�ge formant joint, pourvu ou non d'une pastille
isolant le produit du li�ge. Ce type de fermeture n�cessite l'emploi d'une
capsuleuse manuelle pour assurer le sertissage du bouchon (figure 60);
- bouchon de li�ge (figure 61): tr�s r�pandu et peu on�reux, il
se pose manuellement � l'aide d'un appareil sp�cial, sans grande
difficult�.
De nombreux autres syst�mes de fermeture existent (capsules
plastiques, compl�t�es ou non par une enveloppe d'aluminium, etc.), mais les
plus couramment employ�s et les plus facilement utilisables sont les trois types
pr�c�dents.
8.3.5 Textiles
Les sacs de tissu sont clos par couture ou � l'aide d'une
ficelle.
Ces deux m�thodes permettent de pr�venir l'�coulement du produit
hors du sac.
Figure 57. Bocaux en verre
avec joints de caoutchouc
Figure 58. Bouchon m�canique
ou � �trier (bouteilles)
Figure 59. Bouchons couronnes
(capsules)
Figure 60. Capsuleuses �
bouchons couronnes
(Source: Altersial)
Figure 61. Bouchons de
li�ge
8.3.6 Bo�tes m�talliques
Celles-ci doivent n�cessairement �tre serties; en d'autres
termes, la jonction est assur�e par le rabattement des bords du couvercle sur le
bord du corps de la bo�te (figure 62). Le sertissage doit �tre r�alis� tr�s
soigneusement, car il conditionne la conservation du produit pr�alablement
pasteuris� ou st�rilis�.
Des coupes de sertis doivent �tre r�guli�rement effectu�es pour
contr�ler la bonne r�alisation du sertissage et le r�glage correct de
l'appareil. Le sertissage est en effet r�alis� au moyen d'une sertisseuse qui
peut �tre manuelle (figure 63), constitu�e essentiellement:
- d'un mandrin sup�rieur entra�n� par un volant et
contre lequel vient s'appliquer la bo�te munie de son couvercle � sertir;
- de deux molettes mobiles de sertissage, actionn�es par un
levier horizontal;
- d'un plateau inf�rieur press� contre la bo�te par une p�dale �
levier.
Le principe du sertissage est le suivant (figure 64): la
premi�re molette rabat le bord du couvercle en le roulant tandis que la deuxi�me
provoque l'�crasement des bords.
Le volant de la sertisseuse peut �tre entra�n� par un moteur;
dans ce cas, l'op�rateur a une main libre pour placer et retirer les bo�tes. Le
rendement d'une sertisseuse manuelle est de 40 bo�tes/heure; il s'�l�ve � 80
bo�tes/heure avec un
moteur.
8.3.7 Poteries et terre cuite
Ces r�cipients peuvent �tre clos de la m�me fa�on que les
flacons de verre, par une couche de paraffine; si le contenu est liquide, il
faut prendre garde � ne pas renverser le
r�cipient.
8.4 Etiquetage
Aux �chelles de transformation �tudi�es, l'�tiquetage se fait
manuellement, l'investissement d'une machine n'�tant pas justifi�.
L'�tiquetage doit permettre de conna�tre:
- la d�nomination du produit; - la date de
fabrication; - le pays d'origine; - le poids et la composition du
produit; - le nom et l'adresse du fabricant.
Figure 62. Jonction �tanche,
par sertissage, d'un couvercle m�tallique sur une bo�te de conserve
Figure 63. Sertisseuse
manuelle pour bo�tes de conserves
Figure 64. Mode de sertissage
d'un couvercle
m�tallique
Conservation des L�gumes � Petite �chelle (CTA - ILO - WEP, 1990, 186 p.)
CHAPITRE 9 - HYGIENE ET PROPRETE DANS L'USINE
9.1 Hygi�ne du personnel, propret� des locaux et des mati�res premi�res
9.2 Traitement de l'eau en fonction de son utilisation
9.3 Nettoyage des locaux et des appareils
9.3.1 Pr�cautions � prendre lors de la conception de l'usine
9.3.2 Principes de nettoyage
9.4 D�sinfection de l'eau et de l'appareillage
Conservation des L�gumes � Petite �chelle (CTA - ILO - WEP, 1990, 186 p.)
CHAPITRE 9 - HYGIENE ET PROPRETE DANS L'USINE
9.1 Hygi�ne du personnel, propret� des locaux et des mati�res premi�res
a) Hygi�ne du personnel
L'�tat sanitaire du personnel doit �tre contr�l�, de fa�on �
�viter qu'il constitue un contaminant ou un v�hicule de contamination. Il
importe plus particuli�rement de surveiller les personnes atteintes d'affections
des voies respiratoires ou intestinales et d'�carter les porteurs de furoncles
ou de panaris.
L'information concernant les r�gles de propret� individuelle
doit constituer un �l�ment important de la formation du personnel. Des
installations sanitaires ad�quates (vestiaires, lavabos, savon) doivent
permettre d'appliquer ces r�gles.
b) Propret� des locaux
Il est n�cessaire de concevoir des locaux peu accessibles aux
animaux. Il s'av�re cependant parfois indispensable de d�truire insectes et
rongeurs: dans ce cas, il faut arr�ter momentan�ment la fabrication.
Pour d�truire les insectes, on a recours � une fumigation aux
gaz toxiques ou � la pulv�risation d'insecticides � action rapide; il faut faire
suivre ces traitements par un lavage et une a�ration pouss�s. Pour �liminer les
rongeurs, il est pr�f�rable d'utiliser des pi�ges plut�t que des poisons, qui
peuvent �tre �galement dangereux pour l'homme. L'�ducation du personnel et la
pr�sence d'une personne responsable du maintien de l'ordre et de la propret�
suffisent g�n�ralement.
c) Propret� des mati�res premi�res
Les agents de d�t�rioration de l'hygi�ne (produits �cras�s,
surm�ris, moisis) doivent �tre enti�rement ou partiellement �cart�s au cours du
triage. Le lavage doit �tre effectu� soigneusement sur les produits,
conform�ment aux m�thodes donn�es
pr�c�demment.
9.2 Traitement de l'eau en fonction de son utilisation
Avant d'utiliser une eau, il faut d'abord d�terminer:
- sa charge microbienne et sa composition; - sa
teneur en mati�res en suspension; - sa teneur en sels dissous et la nature de
ces derniers.
Chaque utilisation pose des exigences particuli�res. Il est
souhaitable de pouvoir disposer de trois qualit�s d'eau: eau potable, eau
d'alimentation des g�n�rateurs de vapeur, eau destin�e � d'autres usages.
a) Eau potable
Une eau potable doit satisfaire � des normes pr�cises de nature
physique, microbiologique et chimique, d�finies par la l�gislation de chaque
pays. Elle ne doit avoir ni odeur ni saveur.
L'usine se trouve plac�e devant l'alternative suivante:
- soit elle s'alimente sur le r�seau public d'eau
potable;
- soit elle proc�de elle-m�me au traitement de son eau, selon
des m�thodes �tablies par un sp�cialiste. Celui-ci sera particuli�rement
attentif � la teneur en certains sels min�raux. En effet, le magn�sium conf�re
une amertume � l'eau, tandis que les bicarbonates g�nent le lavage, l'action des
d�tergents et la cuisson de certains l�gumes. Sous l'action de la chaleur, les
sels de calcium forment un d�p�t et donnent lieu � un d�gagement de gaz
carbonique.
b) Eau d'alimentation des g�n�rateurs de vapeur
Elle pr�sente le risque d'un d�p�t de carbonates sous l'action
de la chaleur.
La teneur en substances min�rales totales doit �tre inf�rieure �
3,5 g/l dans le cas o� la pression dans le g�n�rateur de vapeur est inf�rieure �
20 bars. En cas de forte teneur en sels min�raux, diff�rents traitements
permettent de limiter ces risques. Il est n�cessaire, dans ce cas, de s'adresser
� un sp�cialiste.
c) Eau destin�e � d'autres usages
Il peut s'agir:
- d'eau m�lang�e � des aliments (boissons de fruits,
saumures de l�gumes);
- d'eau utilis�e pour le lavage final des produits, appareils,
r�cipients, etc.;
- d'eau qui subira une cuisson en m�me temps que les produits, �
une temp�rature proche de 100°C;
- d'eau d'alimentation des autoclaves;
- d'eau de refroidissement des bouteilles, bocaux et bo�tes:
elle doit satisfaire � des exigences bact�riologiques sp�ciales (le plus
souvent, on recourt � la chloration);
- d'eau de
pr�lavage.
9.3 Nettoyage des locaux et des appareils
9.3.1 Pr�cautions � prendre lors de la conception de l'usine
Pour faciliter le nettoyage et l'entretien d'une usine, diverses
mesures doivent �tre prises d�s le stade de la conception. Il faut notamment
pr�voir:
- des sols suffisamment inclin�s, non glissants,
offrant une bonne r�sistance m�canique et chimique;
- des drains suffisants;
- des parois lisses pouvant �tre lav�es au jet;
- une ventilation ad�quate.
Les appareils, quant � eux, doivent �tre con�us pour faciliter
leur nettoyage; on pr�voira � cet effet:
- des surfaces lisses (les surfaces en bois sont
tr�s difficiles � nettoyer); - un nombre aussi r�duit que possible d'angles
vifs; - l'�limination des points morts o� les aliments risquent de
stagner; - des orifices de vidange au niveau le plus
bas.
9.3.2 Principes de nettoyage
Pour �viter la contamination des aliments et la d�gradation des
appareils, deux r�gles doivent �tre observ�es:
- ne rien salir, ou le moins possible (�vacuation
rapide des eaux ti�des et des d�chets); - nettoyer et d�sinfecter le plus
rapidement possible.
Le nettoyage, qui doit �tre effectu� imm�diatement apr�s le
fonctionnement d'un appareil pour �viter l'incrustation des souillures, peut
�tre r�alis� selon diff�rentes m�thodes que l'on combine g�n�ralement.
a) Nettoyage physique
Il est r�alis� par une action m�canique manuelle � l'aide de
brosses, de goupillons ou de racleurs, par des jets de vapeur ou d'eau, ou
encore � l'aide de d�tergents.
b) Nettoyage par agents chimiques
Les d�tergents et dissolvants sont utilis�s pour �liminer les
souillures.
Leur action est souvent g�n�e par la duret� de l'eau
(c'est-�-dire par sa teneur en bicarbonate de calcium), tandis que leur
efficacit� d�pend de leur concentration, de la dur�e du contact avec la surface
� nettoyer, de la turbulence de la solution dans laquelle ils sont dissous et de
la temp�rature.
Certains mat�riaux peuvent �tre sensibles � l'action de divers
agents chimiques, si bien que divers produits de nettoyage doivent �tre �vit�s
dans certains cas r�pertori�s au tableau 38.
Tableau 38. Sensibilit� de divers mat�riaux aux agents de
nettoyage
Mat�riaux
Agents de nettoyage � employer
Agents de nettoyage � �viter
Acier inoxydable
Solutions faiblement acides (temps court)
Acide chlorhydrique (HCl), chlorures
Aluminium Zinc Etain Cuivre
D�tergents faiblement alcalins riches en m�tasilicate de sodium
Fer-blanc
D�tergents faiblement alcalins: phosphate trisodique,
polyphosphates, m�tasilicate de sodium
Bois et tissus (fibres v�g�tales)
Polyphosphates et agent mouillant
Alcalis forts
Tissus et fibres synth�tiques
Suivre les instructions du fabricant
Verre
D�tergents neutres ou faiblement alcalins, proportion �lev�e de
polyphosphates
Alcalis forts
Caoutchouc
Solutions alcalines
Acides et solvants organiques
B�ton, ciment
D�tergents alcalins (m�tasilicate de sodium)
Acides
Plastiques
Suivre les instructions du fabricant
Le choix de l'agent de nettoyage d�pend de la nature chimique
des souillures � enlever, de l'�paisseur de la couche � �liminer et de la nature
des mat�riaux constitutifs des appareils. Le choix du produit appropri� une fois
op�r�, il convient de fixer la temp�rature, le temps de nettoyage et la
concentration de la solution de lavage. Le choix de l'agent de nettoyage et de
ces diff�rents param�tres doit �tre effectu� en collaboration avec un
sp�cialiste.
On peut n�anmoins donner quelques indications relatives aux
produits les plus courants (tableau 39).
c) R�alisation du nettoyage
D'une mani�re g�n�rale, les diverses �tapes du nettoyage d'un
appareil sont les suivantes; il faut, dans l'ordre indiqu�:
- effectuer un premier lavage � l'eau froide ou ti�de
(40-50°C) � basse pression;
- laver le sol et l'entourage de l'appareil;
- �ventuellement, faire tremper certaines parties
particuli�rement encrass�es de l'appareil;
- laver avec la solution d�tergente choisie, chaude,
�ventuellement sous forte pression et � l'aide d'une brosse;
- rincer avec de l'eau potable � basse pression, chaude puis
froide.
Un dernier rin�age � l'eau froide sera effectu� imm�diatement
avant la reprise de la fabrication.
Tableau 39. Caract�ristiques de quelques agents de
nettoyage
Agents
Avantages
Inconv�nients
Remarques
Hydroxyde de sodium (Soude caustique)
Bon march� Bact�ricide
Fortement alcalin Pr�cipite le tartre Difficile �
rincer Corrosif Dangereux pour les yeux
En combinaison avec les silicates, �limination des graisses et
des r�sidus dess�ch�s ou carbonis�s
Silicates de sodium
D�tergent efficace Prot�ge contre la corrosion
Le m�tasilicate de sodium ne pr�cipite pas le
tartre Alcalinit� variable
Phosphate trisodique
Efficace Ne pr�cipite pas le tartre Rin�age facile
Assez corrosif Prix �lev�
Savons
Efficaces
Formation de mousse difficile � �liminer Insolubles en milieu
acide ou riche en calcium ou magn�sium
Acides organiques
Dissolvent les d�p�ts min�raux et alcalino-terreux
Attaquent la pierre et le b�ton L�g�re corrosion des m�taux
Acides min�raux
Dissolvent les d�p�ts min�raux
Tr�s agressifs
A employer � bon escient, du fait de leur agressivit�, ensemble
avec un inhibiteur de corrosion
9.4 D�sinfection de l'eau et de l'appareillage
a) M�thodes de d�sinfection de l'eau
Ces m�thodes varient suivant la destination de l'eau trait�e; on
a cependant g�n�ralement recours � la chloration:
- eau potable: chloration l�g�re;
- eau de lavage ou de d�sinfection: chloration plus pouss�e. En
cas de besoin, on peut �galement d�sinfecter les eaux de lavage ou de rin�age
avec des produits bact�ricides � large spectre d'action.
b) M�thodes de d�sinfection des appareils
Pour que son efficacit� soit r�elle, la d�sinfection doit
absolument �tre pr�c�d�e d'un nettoyage et d'un lavage pouss�s. En g�n�ral,
l'appareillage est d�sinfect� sit�t apr�s le nettoyage, puis rinc� � grande eau.
Un nouveau rin�age sera effectu� imm�diatement avant la r�utilisation.
c) Caract�ristiques des agents de d�sinfection (tableau
40)
On peut donner quelques indications g�n�rales concernant divers
agents de d�sinfection. Le choix d'un agent, ses conditions d'emploi et la
fr�quence des op�rations de d�sinfection devraient toutefois �tre d�finis avec
le concours d'un sp�cialiste afin de tenir compte des conditions propres �
chaque unit� de production.
Tableau 40. Caract�ristiques de quelques agents de
d�sinfection
Agents
Avantages
Inconv�nients
Agents de chloration
Chlore gazeux
Facile � obtenir relativement pur Bon march� Utilis� pour
de grands volumes d'eau
Toxique et irritant pour la gorge Tr�s corrosif pour les
m�taux Danger d'explosion lors du stockage
Hypochlorites
Faciles � appliquer Utilisables pour petits volumes
Instables Chers Risque de pr�cipitation du tartre
Chloramines
Stables � temp�ratures �lev�es Action germicide de longue
dur�e
Faible pouvoir germicide
Autres agents
Ammonium quaternaire
Germicide Stable � haute temp�rature Inodore Non
toxique aux doses employ�es
Inefficace en pr�sence de certains d�tergents et de prot�ines
Solutions d'iodoforme
Germicides en milieu acide
Corrosives Peuvent donner des colorations ou des saveurs
ind�sirables
Conservation des L�gumes � Petite �chelle (CTA - ILO - WEP, 1990, 186 p.)
CHAPITRE 10 - EFFETS DE LA TRANSFORMATION ARTISANALE OU SEMI-INDUSTRIELLE DES LEGUMES
10.1 Effets sur la valeur nutritionnelle des produits finis
10.2 Effets sur l'environnement
(introduction...)
10.2.1 Recyclage des sous-produits solides
10.2.2 Recyclage des eaux r�siduaires (effluents)
10.3 Consommation �nerg�tique
10.4 Consommation en eau
Conservation des L�gumes � Petite �chelle (CTA - ILO - WEP, 1990, 186 p.)
CHAPITRE 10 - EFFETS DE LA TRANSFORMATION ARTISANALE OU SEMI-INDUSTRIELLE DES LEGUMES
10.1 Effets sur la valeur nutritionnelle des produits finis
Les proc�d�s de transformation �tudi�s dans le pr�sent dossier
technique visent � prolonger la dur�e de conservation des l�gumes. Ces proc�d�s
sont donc b�n�fiques dans leur ensemble, car ils permettent la consommation hors
saison d'une grande vari�t� d'aliments sains et offrent de bonnes qualit�s
nutritionnelles et organoleptiques.
Quelques-uns de ces proc�d�s entra�nent cependant certaines
modifications de la valeur nutritionnelle initiale des l�gumes; il importe de
les conna�tre pour tenter de les minimiser. Ces modifications et les pr�cautions
qu'elles appellent sont pr�sent�es au tableau 41.
Le mode de conditionnement lui-m�me peut avoir une influence sur
la valeur nutritionnelle des produits finis apr�s stockage; c'est ainsi que,
dans le cas des produits d�shydrat�s, l'imperm�abilit� de l'emballage �
l'oxyg�ne assure une meilleure pr�servation de certaines vitamines. De m�me, le
verre, plus inerte que le m�tal, n'engendre avec le produit fini aucune r�action
chimique susceptible d'alt�rer les caract�ristiques nutritionnelles et
organoleptiques de celui-ci.
Des m�thodes on�reuses et sophistiqu�es de transformation
(lyophilisation) et de conditionnement (sous gaz inerte, par exemple) permettent
d'am�liorer la qualit� des produits finis et de pr�server les �l�ments
nutritifs. L'examen de ces proc�d�s n'entre toutefois pas dans le cadre de la
pr�sente �tude. Nous nous sommes born�s par cons�quent � pr�ciser les
pr�cautions � prendre pendant la transformation pour limiter les pertes
vitaminiques et min�rales et conf�rer au produit fini des propri�t�s
organoleptiques
satisfaisantes.
10.2 Effets sur l'environnement
Les sous-produits r�sultant de la pr�paration et de la
conservation des fruits se pr�sentent sous forme de produits solides (d�chets
d'�pluchage, �carts de triage et de parage) et de produits liquides (eaux de
lavage ou de blanchiment). L'utilisation �ventuelle de ces deux types de
sous-produits est donc sensiblement
diff�rente.
10.2.1 Recyclage des sous-produits solides
Ces produits peuvent �tre soit utilis�s directement, soit
pr�alablement transform�s avant leur utilisation.
a) Alimentation animale
Les d�chets (feuilles de manioc, fanes de haricot) peuvent �tre
donn�s aux animaux soit � l'�tat frais - directement apr�s leur production, ou
apr�s avoir �t� s�ch�s au soleil (les s�choirs � combustible sont utilisables
mais augmentent le prix de l'op�ration) -, soit apr�s ensilage (les d�chets
broy�s sont entass�s dans un silo herm�tique dans lequel ils fermentent).
Tableau 41. Pr�cautions � prendre lors de la conservation
des l�gumes
Pr�traitement ou traitement
Avantages
Inconv�nients
Am�liorations possibles
Stockage avant transformation
Pertes de vitamines (vitamine C, notamment)
Approvisionnement r�gulier de l'usine pour �viter des stocks
trop importants
Epluchage
Elimination des parties plus ou moins indigestes
Pertes vitaminiques (vitamines abondantes dans et sous la peau)
Eviter les traitements alcalins Conserver sous l'eau apr�s
�pluchage si la transformation n'est pas imm�diate
Traitement � l'anhydride sulfureux (SO2)
Pr�servation am�lior�e de la vitamine C Protection contre les
d�gradations microbiologiques et enzymatiques
Destruction de la vitamine B1
Blanchiment, cuisson
Modification du go�t et de la consistance G�latinisation de
l'amidon, donc digestibilit� meilleure Destruction de certaines enzymes
n�fastes
Destruction, donc perte de min�raux, ar�mes et vitamines
hydrosolubles Pigmentation amoindrie Inactivation par la chaleur, donc
perte de vitamine C thermolabile
Pr�f�rer la vapeur � l'eau Cuire en gros morceaux ou sans
peler Pr�-�bullition et cuisson courte Ajouter un agent de conservation de
la couleur (bicarbonate de soude) pour pr�server la chlorophylle
S�chage au soleil
Am�lioration du go�t (par rapport au s�chage � l'air chaud)
Pertes de vitamines Brunissement
S�cher des morceaux de taille homog�ne
S�chage � l'air chaud (� l'abri du rayonnement solaire)
Protection am�lior�e de la vitamine A par rapport au s�chage au
soleil
Pertes de vitamines B1 et C et de carot�nes (m�me si att�nu�es)
Conservation par le sel
En cas de dessalage, pertes de vitamines et sels min�raux par
dissolution
Conservation par le vinaigre
Pertes vitaminiques par oxydation Irritation du tube digestif
Conservation par fermentation
Modification de la texture (ramollissement), d'o� une meilleure
digestibilit�
Pertes vitaminiques
Pasteurisation
Pertes vitaminiques et min�rales par dissolution dans le liquide
de couverture
R�duire la dur�e des traitements en diminuant la taille des
morceaux Refroidir les r�cipients le plus rapidement possible Remplir �
chaud Utiliser des r�cipients aussi thermoconducteurs que possible
Conservation par st�rilisation
Am�lioration de la digestibilit�
b) Engrais vert
Cette solution pratique et peu on�reuse n�cessite un broyage
grossier des d�chets avant leur enfouissement r�gulier dans les champs. Elle
pr�sente un certain danger de contamination des cultures.
c) Utilisation �nerg�tique
Pour pouvoir �tre utilis�s � des fins �nerg�tiques, les
sous-produits v�g�taux doivent subir un s�chage pr�alable. Ce s�chage peut �tre
r�alis�:
- par voie s�che, � l'aide de s�choirs � combustible
ou d'un gazog�ne;
- par voie humide (la fermentation m�thanique donne lieu � la
production de m�thane et d'�l�ments fertilisants). L'op�ration s'effectue dans
un
digesteur.
10.2.2 Recyclage des eaux r�siduaires (effluents)
Ces eaux sont utilis�es soit directement par �pandage sur les
champs qu'elles enrichissent en sels min�raux, soit apr�s �puration m�canique
(d�cantation, filtration), physico-chimique (� l'aide d'agents chimiques de
pr�cipitation) ou biologique
(bact�ries).
10.3 Consommation �nerg�tique
Le tableau 42 indique les besoins en �nergie pour diverses
techniques de conservation.
Tableau 42. Consommation �nerg�tique comparative de
diff�rentes techniques de conservation
Technique de conservation
Consommation en �quivalent vapeur (kg de vapeur/100 kg de
produit � traiter)
D�shydratation solaire (par convection naturelle)
0
D�shydratation par combustibles
70-300
Pasteurisation
30-50
St�rilisation
50-100
La d�shydratation par combustibles exige consid�rablement plus
d'�nergie que les autres techniques de conservation. Toutefois, le co�t du
produit fini est �galement fonction du prix du conditionnement, sensiblement
moins �lev� dans le cas de produits d�shydrat�s que dans le cas de l�gumes
appertis�s ou pasteuris�s, ceux-ci �tant n�cessairement conserv�s en r�cipients
de verre ou de m�tal.
Cette technique n'est donc pas � exclure a priori � cause de sa
forte consommation �nerg�tique. On y aura recours dans des unit�s de
transformation localis�es, l� o� du combustible est facilement disponible et peu
on�reux.
10.4 Consommation en eau
La consommation en eau d'une unit� de conservation constitue
elle aussi un crit�re important du choix technologique et peut avoir des
cons�quences consid�rables pour l'environnement dans le cas des r�gions s�ches.
Outre les pr�traitements qui utilisent une grande quantit�
d'eau, la pasteurisation et la st�rilisation n�cessitent entre 0,3 et 0,6
m3 d'eau pour 100 kg de produit � traiter. Des m�thodes peuvent �tre
utilis�es pour �conomiser l'eau:
- utilisation �chelonn�e de l'eau: cette m�thode
consiste � r�utiliser la m�me eau � plusieurs fins, comme le montre le sch�ma de
la figure 65;
- r�emploi de l'eau apr�s �puration. L'�puration, m�me si elle
co�te cher, peut s'av�rer avantageuse dans bien des cas si l'on tient compte du
co�t de l'eau fournie � l'usine, des pertes de mati�res premi�res de valeur
pouvant �tre rejet�es avec l'eau et des frais d'�puration des cours d'eau dans
lesquels sont d�vers�s les effluents d'autres utilisateurs.
Figure 65. Exemple
d'utilisation �chelonn�e de l'eau (Source: ONUDI,
1970)
Conservation des L�gumes � Petite �chelle (CTA - ILO - WEP, 1990, 186 p.)
CHAPITRE 11 - METHODES D'EVALUATION DES COUTS DE PRODUCTION
11.1 Introduction
11.2 Etude de faisabilit�: dossier �conomique et technique
11.2.1 Introduction
11.2.2 Etude du march�
11.3 Estimation des co�ts de production
(introduction...)
11.3.1 Amortissement des b�timents et des mat�riels
11.3.2 Frais d'entretien et de r�paration
11.3.3 Co�t des intrants
11.3.4 Charges de personnel
11.3.5 Frais de gestion et d'administration
11.3.6 Immobilisations fonci�res
11.3.7 Fonds de roulement
11.3.8 Co�ts unitaires de production
Conservation des L�gumes � Petite �chelle (CTA - ILO - WEP, 1990, 186 p.)
CHAPITRE 11 - METHODES D'EVALUATION DES COUTS DE PRODUCTION
11.1 Introduction
La conception d'un projet d'unit� de transformation doit �tre
effectu�e selon une proc�dure permettant de d�gager des crit�res de choix aussi
bien techniques qu'�conomiques.
Le pr�sent chapitre aborde de mani�re tr�s succincte certains
probl�mes d'ordre financier et technique pr�sents dans toute �tude de projet.
L'�laboration d'un projet comprend trois phases successives:
- une �tude d'identification qui, en fonction des
habitudes alimentaires, des besoins nutritionnels, du pouvoir d'achat des
consommateurs, de l'analyse des disponibilit�s en mati�res premi�res, en
�nergie, en main-d'oeuvre et en infrastructure, et suite � la d�cision prise de
desservir un march� local ou r�gional, permet de choisir un type de
transformation;
- une �tude de faisabilit� (comportant un dossier technique, un
dossier emploi et un dossier �conomique) visant � d�terminer la capacit� de
production de l'unit� � implanter, le montant des investissements n�cessaires et
un essai d'implantation des diff�rents postes de l'entreprise en fonction des
surfaces allou�es;
- une �tude d'avant-projet d'ex�cution (planning d'ex�cution,
mat�riels � mettre en place, �valuation pr�cise de leur co�t, etc.) qui pr�pare
la r�alisation pratique des travaux de montage de l'entreprise.
Dans le cas des unit�s de transformation de petite taille qui
nous pr�occupent ici, certaines phases d'�valuation pourront �tre regroup�es
afin de minimiser les co�ts qu'entra�nerait une �tude exhaustive.
Le pr�sent chapitre a donc pour but d'exposer une m�thode
d'�valuation �conomique et simple, applicable � des entreprises modestes dont la
capacit� de production, souvent limit�e par les disponibilit�s en cr�dits
d'investissement, sera con�ue pour satisfaire la demande de march�s locaux ou
r�gionaux.
Les entrepreneurs d�sireux d'investir des sommes importantes
dans des entreprises de transformation agro-industrielles tourn�es vers les
march�s nationaux ou internationaux devront, en tout �tat de cause, requ�rir les
services de soci�t�s d'ing�nierie sp�cialis�es qui �tabliront des dossiers
comparatifs de faisabilit� complets et fiables quant � la rentabilit� attendue
des diff�rentes options technologiques examin�es dans le cadre d'un projet
donn�.
11.2 Etude de faisabilit�: dossier �conomique et technique
11.2.1 Introduction
On proc�dera, dans un premier temps, � l'analyse du march� en
vue de d�terminer le volume et la gamme des produits que l'on se propose de
fabriquer au cours d'un certain nombre d'ann�es.
Dans un deuxi�me temps, on v�rifiera par une premi�re estimation
des co�ts d'investissement et des co�ts de production si l'entreprise est
rentable ou non et l'on d�terminera les conditions de sa rentabilit�.
Les unit�s de plus grande capacit� dans lesquelles le management
joue un r�le primordial devront approfondir leur analyse et �tablir un ou
plusieurs �ch�anciers de flux financiers pr�visionnels portant sur une p�riode
de cinq � vingt
ans.
11.2.2 Etude du march�
Il s'agit de d�terminer, pour un produit fini donn�, la taille
du march�, son �volution et le niveau de production que la future unit� de
production peut esp�rer �couler en fonction du pouvoir d'achat et des go�ts de
la client�le vis�e ainsi que de la concurrence et de la structure des co�ts. Il
est �galement souhaitable d'effectuer une analyse de l'�volution des prix de
gros et de d�tail ainsi que des prix � l'importation du produit consid�r�, car
les co�ts de production devront �tre inf�rieurs � ceux de la concurrence locale
ou �trang�re.
S'il s'agit d'introduire sur le march� un produit nouveau, le
march� potentiel est th�oriquement consid�rable, � condition toutefois que le
produit en question soit accept� par les consommateurs. Le taux d'acceptabilit�
probable d'un produit nouveau devra d�s lors �tre d�termin� par des m�thodes
statistiques parfaitement d�finies et �prouv�es, et non de mani�re empirique
comme c'est trop souvent le cas.
Ces diverses donn�es une fois acquises, l'entrepreneur devra
faire un choix quant � la capacit� de production de la future entreprise, pour
autant que le march� soit suffisamment ouvert et que la limitation des capitaux
disponibles n'exclue pas toute possibilit� de choix. La taille de l'entreprise
devra �tre d�termin�e non seulement en fonction des d�bouch�s, mais �galement en
fonction des possibilit�s d'approvisionnement en mati�res premi�res, de fa�on �
ce que l'entreprise soit assur�e de tourner � sa capacit� maximale de production
pendant toute l'ann�e pour rentabiliser les investissements. Cette contrainte
implique la n�cessit�, pour l'entreprise, de ne pas limiter sa production � un
seul produit.
En dehors des conditions de base qu'une unit� de transformation
devra remplir pour �tre adapt�e � son environnement et travailler dans des
conditions satisfaisantes - conditions qui seront examin�es au chapitre suivant
-, il en est une qui commande tout particuli�rement le choix du produit �
transformer: c'est le calendrier de production des esp�ces mara�ch�res locales.
Comme le montre l'exemple donn� au tableau 43, il existe des
p�riodes creuses dans la r�colte des l�gumes entre les mois de f�vrier et mai et
entre la mi-octobre et le mois de d�cembre. Or, l'appertisation des l�gumes
n�cessite l'acquisition d'un autoclave qui repr�sente le plus gros
investissement en mat�riel. Il est donc n�cessaire d'utiliser cet appareil le
plus longtemps possible pendant l'ann�e pour l'amortir. Un moyen d'y parvenir
pourrait consister � pasteuriser en bo�tes des fruits arriv�s � maturit� durant
les p�riodes creuses des r�coltes mara�ch�res.
Tableau 43. Exemple de calendrier de r�colte de produits
mara�chers
Apr�s avoir d�termin� le niveau de production en fonction des
possibilit�s du march� et des approvisionnements et une fois que le mat�riel de
fabrication a �t� soigneusement choisi apr�s un appel d'offres en fonction de
diff�rents crit�res (co�t et nature du mat�riel propos� - import� ou fabriqu�
partiellement sur place -, choix d'une ligne de fabrication, disponibilit�s en
�nergie, niveau de qualification de la main-d'oeuvre locale, traitement des
sous-produits et rejets, possibilit�s de transport locales, etc.),
l'entrepreneur devra estimer les co�ts comparatifs de production par unit� de
produit fini en fonction des diverses variantes de production offertes par
diff�rentes techniques possibles de fabrication, diff�rents mat�riels ou
diff�rentes formes d'�nergie disponibles.
Si l'on veut pouvoir comparer entre elles diff�rentes options
techniques, l'estimation des co�ts unitaires de production doit �galement tenir
compte des �l�ments suivants:
- frais d'entretien et de r�paration; - co�t des
intrants (fluides, mati�res premi�res, autres mati�res fongibles); - frais de
personnel; - frais de gestion et d'administration; - immobilisations
fonci�res; - int�r�ts du fonds de roulement.
Les m�thodes permettant d'estimer ces diff�rents postes sont
expos�es dans les sections qui
suivent.
11.3.1 Amortissement des b�timents et des mat�riels
L'amortissement annuel des biens mobiliers et immobiliers d�pend
de leur prix d'achat, du taux d'int�r�t pratiqu� et de leur dur�e de vie.
L'amortissement sera d'autant plus �lev� que les taux d'int�r�t seront plus
�lev�s et que la dur�e d'utilisation des b�timents et des mat�riels sera plus
courte.
Connaissant le prix d'achat (Z) d'un bien et le taux d'int�r�t
annuel (i), il est facile de d�terminer son co�t annuel d'amortissement en
divisant son prix d'achat par le facteur (F) indiqu� au tableau 44. Ainsi, le
taux annuel d'amortissement d'une machine ayant �t� achet�e 25.000
UM1 � un taux d'int�r�t de 16 pour cent et dont la dur�e
d'utilisation (n) est de sept ans est �gal �:
1 Unit� mon�taire fictive.
Tableau 44. Table d'actualisation: valeur actuelle, au
taux d'int�r�t (i), de la somme de (n) annuit�s de 1 UM payables en fin
d'ann�e
Nombre d'ann�es (n)
Taux d'int�r�t(i)
5%
6%
8%
10%
12%
14%
15%
16%
18%
20%
22%
24%
25%
26%
28%
30%
35%
40%
1
0,952
0,943
0,926
0,909
0,893
0,877
0,870
0,862
0,847
0,833
0,820
0,806
0,800
0,794
0,781
0,769
0,741
0,714
2
1,859
1,833
1,783
1,736
1,690
1,647
1,626
1,605
1,566
1,528
1,492
1,457
1,440
1,424
1,392
1,361
1,289
1,224
3
2,723
2,673
2,577
2,487
2,402
2,322
2,283
2,246
2,174
2,106
2,042
1,981
1,952
1,923
1,868
1,816
1,696
1,589
4
3,546
3,465
3,312
3,170
3,037
2,914
2,855
2,798
2,690
2,589
2,494
2,404
2,362
2,320
2,241
2,166
1,997
1,849
5
4,330
4,212
3,993
3,791
3,605
3,433
3,352
3,274
3,127
2,991
2,864
2,745
2,689
2,635
2,532
2,436
2,220
2,035
6
5,076
4,917
4,623
4,355
4,111
3,889
3,784
3,685
3,498
3,326
3,167
3,020
2,951
2,885
2,759
2,643
2,385
2,168
7
5,786
5,582
5,206
4,868
4,564
4,288
4,160
4,039
3,812
3,605
3,416
3,242
3,161
3,083
2,937
2,802
2,508
2,263
8
6,463
6,210
5,747
5,335
4,968
4,639
4,487
4,344
4,078
3,837
3,619
3,421
3,329
3,241
3,076
2,925
2,598
2,331
9
7,108
6,802
6,247
5,759
5,328
4,946
4,772
4,607
4,303
4,031
3,786
3,566
3,463
3,366
3,184
3,019
2,665
2,379
10
7,722
7,360
6,710
6,145
5,650
5,216
5,019
4,833
4,494
4,192
3,923
3,682
3,571
3,465
3,269
3,092
2,715
2,414
11
8,306
7,837
7,139
6,495
5,938
5,453
5,234
5,029
4,656
4,327
4,035
3,776
3,656
3,544
3,335
3,147
2,752
2,438
12
8,863
8,384
7,536
6,814
6,194
5,660
5,421
5,197
4,793
4,439
4,127
3,851
3,725
3,606
3,387
3,190
2,779
2,456
13
9,394
8,853
7,904
7,103
6,424
5,842
5,583
5,342
4,910
4,533
4,203
3,912
3,780
3,656
3,427
3,223
2,799
2,468
14
9,899
9,295
8,244
7,367
6,628
6,002
5,724
5,468
5,008
4,611
4,265
3,962
3,824
3,695
3,459
3,249
2,814
2,477
15
10,380
9,712
8,559
7,606
6,811
6,142
5,847
5,575
5,092
4,675
4,315
4,001
3,859
3,726
3,483
3,268
2,825
2,484
16
10,838
10,106
8,851
7,824
6,974
6,265
5,954
5,669
5,162
4,730
4,357
4,033
3,887
3,751
3,503
3,283
2,834
2,489
17
11,274
10,477
9,122
8,022
7,120
6,373
6,047
5,749
5,222
4,775
4,391
4,059
3,910
3,771
3,518
3,295
2,840
2,492
18
11,690
10,828
9,372
8,201
7,250
6,467
6,128
5,818
5,273
4,812
4,419
4,080
3,928
3,786
3,529
3,304
2,844
2,494
19
12,085
11,158
9,604
8,365
7,366
6,550
6,198
5,877
5,316
4,844
4,442
4,097
3,942
3,799
3,539
3,311
2,848
2,496
20
12,462
11,470
9,818
8,514
7,469
6,623
6,259
5,929
5,353
4,870
4,460
4,110
3,954
3,808
3,546
3,316
2,850
2,497
21
12,821
11,764
10,017
8,649
7,562
6,687
6,312
5,973
5,384
4,891
4,476
4,121
3,963
3,816
3,551
3,320
2,852
2,498
22
13,163
12,042
10,201
8,772
7,645
6,743
6,359
6,011
5,410
4,909
4,488
4,130
3,970
3,822
3,556
3,323
2,853
2,498
23
13,489
12,303
10,371
8,883
7,718
6,792
6,399
6,044
5,432
4,925
4,499
4,137
3,976
3,827
3,559
3,325
2,854
2,499
24
13,799
12,550
10,529
8,985
7,784
6,835
6,434
6,073
5,451
4,937
4,507
4,143
3,981
3,831
3,562
3,327
2,855
2,499
25
14,094
12,783
10,675
9,077
7,843
6,873
6,464
6,097
5,467
4,948
4,514
4,147
3,985
3,834
3,564
3,329
2,856
2,499
a) Valeur des b�timents et des ouvrages
Celle-ci englobe le co�t de tous les travaux de construction
(g�nie civil, b�timents, am�nagements fixes - eau, �nergie, routes, cl�tures,
etc.) et peut varier dans des proportions consid�rables selon les mat�riaux
utilis�s, l'emplacement, les conditions locales. On �tablira la valeur des
investissements immobiliers sur la base de plusieurs devis �tablis par des
entrepreneurs locaux auxquels les travaux en question pourraient �tre confi�s.
b) Valeur des biens d'�quipement
L'estimation de la valeur des mat�riels non fongibles doit
porter sur le co�t des assurances, des emballages, des transports et des
manutentions, de fa�on � obtenir le prix total de l'�quipement mont� et pr�t �
fonctionner. Pour les mat�riels import�s, il convient donc d'ajouter � la valeur
f.a.b. (“franco � bord”)1 tous les frais d'assurances, de
transports, de transitaires, etc. qui vont grever le mat�riel depuis son port
d'embarquement jusqu'� son lieu de montage, ou d'ajouter � la valeur c.a.f.
(co�t, assurance, fret) tous les frais aff�rents au d�barquement et �
l'acheminement du mat�riel, du port d'arriv�e � son lieu d'utilisation.
1 On dit aussi f.o.b.
Si l'on veut obtenir une valeur plus exacte du co�t annuel
d'amortissement des b�timents et des mat�riels en tenant compte de leur valeur
r�siduelle � la fin de leur dur�e de vie utile, on peut utiliser la formule:
dans laquelle (Z), (F), (i) et (n) sont identiques aux
param�tres pr�c�dents et (S) est la valeur r�siduelle attribu�e aux b�timents et
aux mat�riels apr�s amortissement.
L'entrepreneur aura tout avantage � s'adresser � un transitaire
pour conna�tre les co�ts d'acheminement du mat�riel de fabrication n�cessaire.
Le poids et l'encombrement de ce mat�riel sous emballage seront communiqu�s par
le
fournisseur.
11.3.2 Frais d'entretien et de r�paration
En dehors des cas o�, dans les entreprises de tr�s petite
taille, l'entretien et la r�paration du mat�riel et des b�timents ne sont pas
assur�s par le propri�taire lui-m�me, les frais d'entretien et de r�paration
doivent comprendre non seulement les pi�ces de rechange et autres mati�res
fongibles comme les peintures, les d�tergents, les graisses, etc., mais
�galement le co�t de la main-d'oeuvre affect�e � ces travaux.
Globalement, les travaux et produits d'entretien peuvent �tre
estim�s annuellement � environ 5-7 pour cent du co�t total du mat�riel de
fabrication dans l'exemple
consid�r�.
11.3.3 Co�t des intrants
Il importe de conna�tre avec pr�cision les besoins en mati�res
premi�res (l�gumes) et en mati�res annexes fongibles (sucre, acides, pectines,
par exemple) ainsi que les besoins en fluides (�lectricit�, fuel, eau) qui vont
�tre consomm�s en une ann�e pour couvrir les besoins de la fabrication. Les
besoins en emballages (bo�tes, bocaux, capsules, cartons, etc.) entrent
�galement dans l'�tablissement des bilans mati�res qu'il convient d'�tablir et
de chiffrer avec soin pour pouvoir d�terminer les co�ts annuels de fabrication.
En cas d'alimentation de l'installation par le r�seau, le co�t
de la consommation annuelle d'�lectricit� s'obtient en multipliant la puissance
de chaque moteur (exprim�e en kW) par le nombre pr�sum� de ses heures
d'utilisation, en faisant la somme des produits ainsi obtenus et en multipliant
celle-ci par le prix d'achat du kWh. Il faudra �ventuellement ajouter � ce co�t
annuel le montant des charges fixes d'abonnement, de location de transformateur,
etc.
Si l'entreprise produit elle-m�me son courant � l'aide d'un
groupe �lectrog�ne, le co�t annuel sera �gal au co�t du combustible utilis� pour
actionner le groupe (dont l'amortissement et l'entretien seront �galement pris
en compte).
Les co�ts annuels des combustibles (fuel, gaz ou bois utilis�s
pour actionner des moteurs ou produire de la vapeur) seront calcul�s en
multipliant les consommations horaires en litres de chaque appareil par le
nombre d'heures d'utilisation et par le prix du litre du combustible
correspondant, et en faisant la somme des produits ainsi obtenus.
La puissance d'un moteur exprim�e en CV peut �tre convertie en
kW en divisant le nombre de CV par 1,3410. Ainsi, un moteur de 16 CV �quivaut �
un moteur d'environ 12 kW.
Dans certains cas, l'entreprise aura int�r�t � acheter son
�lectricit� pendant certaines p�riodes de l'ann�e et � en produire elle-m�me �
d'autres moments, par exemple en p�riodes d'�tiage. Dans ce dernier cas, elle
pourra m�me envisager de vendre du courant �lectrique � l'Etat ou � des tiers si
la puissance install�e le
permet.
11.3.4 Charges de personnel
Les charges annuelles de personnel sont �troitement li�es � la
taille de l'entreprise, � sa structure et � la nature des produits fabriqu�s.
Une toute petite unit� de production de conserves de l�gumes
peut facilement restreindre son personnel au cercle familial, alors qu'une
entreprise semi-industrielle produisant 100 kg/h de l�gumes appertis�s en
bo�tes, comme dans l'exemple cit� au chapitre 12, devra consacrer une part non
n�gligeable de son budget en salaires annuels vers�s � quelque 30-35 personnes.
L'entrepreneur doit pouvoir �valuer ses besoins en main-d'oeuvre
non qualifi�e, compte tenu de la capacit� de production de l'entreprise. Le
nombre d'ouvriers n�cessaire pour effectuer une t�che donn�e correspond au
volume de travail � effectuer en un laps de temps donn� (par huit heures) divis�
par la productivit� horaire moyenne.
Dans l'exemple chiffr� au chapitre 12 d'une petite conserverie
devant produire 800 bo�tes de l�gumes appertis�s par jour, l'autoclave ne pourra
�tre utilis� qu'apr�s deux heures environ de travaux pr�paratoires (pesage,
lavage, �pluchage, d�coupage, etc.), tandis que les postes suivant
l'appertisation ne seront occup�s que durant trois heures environ. D'autre part,
les postes de pr�paration des l�gumes seront inoccup�s en fin de journ�e.
L'entrepreneur pourra choisir soit d'employer la main-d'oeuvre journali�re pour
effectuer certains travaux pendant un temps limit�, soit de modifier l'emploi du
personnel permanent en fonction des besoins momentan�s. Dans le premier cas, la
main-d'oeuvre non qualifi�e peut varier journellement ou saisonni�rement. Cette
main-d'oeuvre fluctuante est r�mun�r�e � l'heure ou � la t�che selon la
l�gislation en vigueur, � rencontre du personnel permanent pay� sur une base
hebdomadaire ou mensuelle.
Le co�t annuel total (P) du personnel peut �tre calcul� dans ce
cas � partir de la formule:
P = Wtdst + 12 Wpsp
+ 12 M dans laquelle:
Wt = nombre de manoeuvres journaliers
temporaires;
d = nombre de jours durant lesquels les manoeuvres temporaires
sont employ�s;
st = salaire journalier de la main-d'oeuvre
temporaire;
Wp = nombre d'employ�s permanents;
sp = salaire mensuel du personnel permanent (ou
salaire mensuel moyen pond�r� si tous les membres de ce personnel n'ont pas le
m�me salaire);
M = salaire du directeur de l'entreprise.
Le salaire du directeur de l'entreprise devrait �tre au moins
�gal � celui qu'il pourrait obtenir dans une autre entreprise. Quant aux
salaires des employ�s qualifi�s et des manoeuvres, ils doivent correspondre aux
bar�mes fix�s par la
loi.
11.3.5 Frais de gestion et d'administration
Ces frais sont n�gligeables dans les entreprises familiales de
tr�s petite taille et peuvent atteindre 0,75-1 pour cent du chiffre d'affaires
dans les entreprises plus importantes susceptibles de commercialiser leur
production � l'�chelle locale ou nationale, voire d'exporter une partie de leurs
produits.
11.3.6 Immobilisations fonci�res
Que l'entreprise soit propri�taire ou locataire du terrain sur
lequel elle est implant�e, il convient de tenir compte, pour �tablir un choix
technologique, de la valeur de ce terrain. Le co�t annuel de cette
immobilisation fonci�re peut �tre estim� en fonction de la superficie occup�e et
du prix de location d'un terrain situ� �
proximit�.
11.3.7 Fonds de roulement
Le fonds de roulement n�cessaire varie en fonction du volume des
stocks de mati�res premi�res et des stocks de produits finis requis pour assurer
la bonne marche de l'entreprise. Ces stocks de s�curit� sont ceux que
l'entreprise estime devoir constituer en intrants (l�gumes, combustibles,
emballages, r�serves de produits de fabrication, etc.) ou en produits finis pour
faire face aux demandes de la client�le.
L'int�r�t que cet argent immobilis� sous diverses formes
rapporterait s'il �tait plac� � un taux donn� est comptabilis� dans les frais
fixes d'exploitation au m�me titre que les immobilisations fonci�res.
Une petite entreprise familiale pourra fonctionner au jour le
jour sans immobiliser des sommes importantes, tandis qu'une entreprise
semi-industrielle produisant, par exemple, 100 kg/h de conserves devra pr�voir
un stock de s�curit� amont de mati�res premi�res d'environ deux mois et un stock
aval de produits finis d'un mois (soit 15 tonnes de conserves environ), ce qui
repr�sente une somme d'environ 15 pour cent du chiffre d'affaires annuel. Le
fonds de roulement varie en fonction du choix technologique retenu, notamment en
ce qui concerne les intrants de fabrication n�cessaires.
En g�n�ral, le fonds de roulement est estim� � 20-25 pour cent
des d�penses d'exploitation (co�t des intrants, plus charges de
personnel).
11.3.8 Co�ts unitaires de production
L'estimation des co�ts unitaires de production, qui repr�sentent
la somme des co�ts annuels de production d�finis dans les sections 11.3.1 �
11.3.7 divis�e par le tonnage annuel de produits finis fabriqu�s, constitue la
derni�re �tape analytique avant le choix technologique. En effet, la technique
la mieux appropri�e sera celle dont le co�t de production est le plus bas; il
convient de choisir le mat�riel et l'�chelle de production en fonction de ce
crit�re.
Dans les tr�s petites entreprises artisanales utilisant la seule
main-d'oeuvre familiale, le choix technologique se portera sur la technique
associ�e au taux d'amortissement des constructions et des mat�riels ainsi qu'au
co�t unitaire de l'�nergie consomm�e les plus bas, le co�t de la main-d'oeuvre
restant constant.
Dans les entreprises semi-industrielles, le choix devra porter
sur la technique susceptible d'assurer la plus forte valeur ajout�e1
pour le plus faible investissement en mat�riel et les co�ts de production les
plus bas. Il s'agit dans ce cas de comparer le co�t des divers �quipements,
ainsi que les prix de vente au d�tail des produits finis et des sous-produits
qu'ils permettent d'obtenir. Autrement dit, le choix technologique devra �tre
simultan�ment la r�sultante d'un choix technique et d'un choix de produits.
1 La valeur ajout�e se calcule en
retranchant du chiffre d'affaires les d�penses d'exploitation vers�es � des
agents ext�rieurs � l'entreprise: achat des intrants, travaux ex�cut�s par
l'ext�rieur.
Quant aux entreprises industrielles, elles devront proc�der �
des analyses �conomiques et financi�res beaucoup plus fines fond�es sur l'�tude
des �ch�anciers de flux financiers relatifs aux diff�rentes variantes d'un
projet. Ce travail, on 1 a vu, doit �tre r�alis� par des soci�t�s d'ing�nierie
sp�cialis�es.
Conservation des L�gumes � Petite �chelle (CTA - ILO - WEP, 1990, 186 p.)
CHAPITRE 12 - CONCEPTION D'UNE UNITE DE TRANSFORMATION DE LEGUMES ET APPLICATION DE LA METHODOLOGIE
12.1 Introduction
12.2 Exemple de conception et d'�valuation
(introduction...)
12.2.1 Sous-dossier technique
12.2.2 Sous-dossier �conomique
Conservation des L�gumes � Petite �chelle (CTA - ILO - WEP, 1990, 186 p.)
CHAPITRE 12 - CONCEPTION D'UNE UNITE DE TRANSFORMATION DE LEGUMES ET APPLICATION DE LA METHODOLOGIE
12.1 Introduction
Lors de la conception d'un projet d'unit� de transformation
agroindustrielle, la connaissance d'un certain nombre de donn�es de base est
indispensable pour que l'usine projet�e soit rentable et adapt�e � son
environnement.
L'acquisition des donn�es de base doit porter sur des objets
aussi divers que:
- l'environnement g�oclimatique et humain;
- le march� potentiel;
- la main-d'oeuvre et la l�gislation du travail;
- la disponibilit� et le co�t de l'�nergie, de l'eau, etc.;
- l'�valuation des co�ts d'investissement et les facilit�s de
cr�dit;
- les structures de la production et les disponibilit�s en
mati�res premi�res;
- l'infrastructure locale et les conditions de transport;
- les utilisations potentielles des sous-produits, l'�limination
des d�chets et le traitement des eaux r�siduaires;
- les normes � respecter et la l�gislation locale.
La possession de ces donn�es permet de passer � la pr�paration
de l'avant-projet puis � la r�alisation du projet lui-m�me. Selon la taille de
l'entreprise projet�e, l'�tude concernant la conception d'une unit� de
transformation doit comprendre deux ou trois grands dossiers:
- un dossier technique; - un dossier
main-d'oeuvre; - un dossier �conomique et financier.
Gr�ce aux donn�es de base dont il vient d'�tre question, le
dossier technique permet de d�finir:
- le choix du proc�d� (apr�s comparaison des
diff�rentes possibilit�s permettant de fabriquer le produit final recherch�);
- le sch�ma de fabrication;
- les bilans mati�res;
- la capacit� de production;
- le plan d'implantation.
Chaque usine constitue �videmment un cas particulier du fait de
son environnement et des contraintes qu'il impose.
Un exemple de dossier technique conduisant � la conception d'une
usine est propos� dans la section 12.2.1; il ne peut toutefois en aucun cas
s'appliquer � toutes les situations puisqu'il r�sulte de caract�ristiques et de
choix
pr�cis.
12.2 Exemple de conception et d'�valuation
L'exemple qui suit est donn� d'un point de vue uniquement
technique, sans aucune �tude de rentabilit� et de viabilit�
�conomique.
12.2.1 Sous-dossier technique
a) Donn�es de base
Dans l'exemple choisi:
- l'usine est implant�e dans une zone mara�ch�re
dont le calendrier de production agricole correspond au tableau 43;
- l'usine travaille pendant douze mois, � raison de huit heures
par jour et de six jours par semaine, soit pendant 300 jours environ;
- la capacit� effective de production est de 800 bo�tes de
l�gumes appertis�s/jour pendant huit mois de l'ann�e et de 800 bo�tes de l�gumes
pasteuris�s/jour pendant quatre mois de l'ann�e, ce qui repr�sente un total de
240.000 bo�tes par an (il s'agit de bo�tes de 1 kg);
- la capacit� nominale de traitement de l'usine est de 100 kg de
l�gumes frais par heure, soit 240 t/an;
- � l'exception des appareils m�caniques utilis�s pour le
traitement des tubercules, des racines et des bulbes, tous les autres
instruments polyvalents utilis�s pour travailler les l�gumes sont enti�rement
manuels.
b) Bilan mati�res
Dans le bilan �tabli au tableau 45, qui regroupe les besoins en
intrants divers (sel, �lectricit�, eau, emballages, etc.) ainsi que les besoins
en mat�riel et en personnel qu'il faut conna�tre avec pr�cision, le co�t des
appareils n'a pas �t� chiffr� du fait des possibilit�s de r�alisation locale.
N�anmoins, l'exemple comment� dans le sous-dossier �conomique 12.2.2 permettra
de fixer les ordres de grandeur.
Aux mat�riels r�pertori�s dans le tableau 45, il convient
d'ajouter d'autres mat�riels tels que:
- chariots transporteurs, bacs interm�diaires,
tables tournantes pour les manutentions entre le remplissage, le jutage et le
sertissage;
- mat�riels de stockage pour les bo�tes, cartons vides ou
pleins;
- mat�riels de contr�le de fabrication (thermom�tres, appareils
� �prouver le sertissage, etc.);
- la chaudi�re devant fournir la vapeur n�cessaire (200-300
kg/h);
- le mat�riel de nettoyage et de d�sinfection.
Les besoins en eau et en �nergie n�cessaires � la fabrication de
100 bo�tes de 1 kg de l�gumes en conserve peuvent �tre estim�s � 2.500 l d'eau,
150-200 kg de vapeur et 1,5 kWh. Il faut ajouter � ces valeurs les besoins en
eau chaude et froide pour le nettoyage des appareils et du sol en fin de
journ�e.
c) Bilan main-d'oeuvre et organisation du travail
En adaptant le personnel aux besoins momentan�s des diff�rents
postes, la production de 800 bo�tes de 1 kg par jour exigerait environ:
- un ouvrier sp�cialis� dans le fonctionnement de l'autoclave et
s'occupant �galement des postes de blanchiment et de pr�paration du jus de
remplissage;
- un ouvrier responsable des pes�es � la r�ception et de la
manutention des produits de poste en poste en amont de l'autoclave;
- un manutentionnaire pour les produits finis (refroidissement,
s�chage, transport au poste de collage),
soit au total une trentaine de personnes, y compris un chef
d'atelier charg� de la surveillance g�n�rale, du contr�le de la production, de
l'entretien et des d�pannages.
d) Plan de l'usine
Certaines r�gles g�n�rales doivent �tre respect�es lors de la
conception d'un plan d'usine; on peut les r�sumer en disant qu'il faut:
- s�parer les divers ateliers (r�ception et stockage
des produits frais, atelier de production, stockage des r�cipients vides,
stockage des produits finis, bureaux, sanitaires et vestiaires, magasin pour
l'entretien, chaufferie);
- �viter les trajets inutiles entre les postes;
- pr�voir une zone d'expansion possible;
- s�parer les aires de manoeuvre des v�hicules pour
l'alimentation de l'usine en produits frais et le d�part de l'usine des produits
finis;
- � l'int�rieur de l'atelier de production, �tablir une
succession des op�rations telle qu'elle refl�te dans l'espace le sch�ma de
fabrication;
- pr�voir des syst�mes d'�vacuation des eaux us�es par sol
inclin� et caniveaux grillag�s, ainsi qu'une aire de stockage des d�chets hors
de l'usine.
Blanchir exactement la charge n�cessaire pour remplir 100 btes
de 1 kg
Remplissage
10 balances (0,1-5 kg) 10 paires de gants caoutchouc 10
louches
10
Bo�tes 1 kg = 100/h
3-5 bo�tes de 1 kg/mn/personne
2-3 mn
-
-
-
Totale
L'op�ration doit �tre tr�s rapide
Jutage
Bassine de cuisson (50-100l) 4 louches ou juteuses
manuelles 1 instrument pour agiter
4
Sel (20 g/l d'eau) ou Sucre (120-200 g/l)
3-4 bo�tes/mn/personne
6-8 mn
50-60/charge
4-6/charge
-
Totale
Doit �tre tr�s rapide
Pr�chauffage
1 bac � tapis grillag� de 1,50 × 1,50 × 0,5 m 1
paire de gants caoutchouc
1
-
100 bo�tes 1 kg/charge
15 mn
50-100/charge
4-6/charge
-
Totale
-
Sertissage
3 sertisseuses manuelles 6 paires de gants caoutchouc
6
Couvercles m�talliques
2 bo�tes/mn/personne
4-5 mn
-
-
-
Totale
Une �quipe de deux par sertisseuse pour acc�l�rer l'op�ration
Appertisation
1 autoclave vertical, plus panier (milieu chauffant: eau)
1
-
100 bo�tes 1 kg/charge
1 h
300-600/charge
50-100/charge
-
L�gumes, sauf tomates et poivrons
-
30-50
-
Fruits, tomates et poivrons
Refroidissement
1 bac (1,50 × 1,50 × 0,50 m)
2
-
100 bo�tes 1 kg/charge
1/2 h
200-400/charge
-
-
Totale
-
S�chage des bo�tes
5 claies de 0,5 × 1 m
1
-
100 bo�tes 1 kg/charge
1/2-1 h
-
-
-
Totale
-
Etiquetage
Table
1
Etiquettes = 500, colle, pinceaux
100 bo�tes de 1 kg
1 h
N�gligeable
-
-
Totale
-
Encartonnage
Table
Cartons = 7 (7 × 8 bo�tes = 56) Ruban adh�sif
-
-
-
Totale
-
La figure 66 reproduit le plan d'une usine qui s'inspire des
r�gles essentielles que l'on vient de mentionner, et qui correspond aux donn�es
techniques de base ci-dessus (section 12.2.1).
Figure 66. Plan d'une
conserverie de l�gumes
Echelle:
a:
R�ception - stockage des mati�res premi�res (l�gumes)
b:
Bac de lavage
c:
Table de triage et parage
d:
Table d'�pluchage
e:
Table de d�coupage
f:
Laveur � tambour
g:
Eplucheuse type b�tonni�re
h:
D�coupeuse � disque
i:
Blancheurs
j:
Stocks de r�cipients vides
k:
Table de remplissage
l:
Table de jutage
m:
Bassine de cuisson du jus
n:
Bac de pr�chauffage
o:
Table de sertissage
p:
Autoclave
q:
Chaudi�re
r:
Bac de refroidissement
s:
Etag�res de stockage
t:
Table d'�tiquetage
u:
Table d'encartonnage
v:
Stocks de cartons, �tiquettes, colle, etc.
w:
Stocks de produits finis
x:
Magasin d'entretien
y:
Sanitaires et vestiaires
z:
Bureau
12.2.2 Sous-dossier �conomique
a) Calcul des d�penses d'investissement
- Terrain et am�nagements. Il faut am�nager (drainage,
stabilisation) un terrain de 500 m2 dont la valeur est estim�e �
12.000 UM/m2, soit 6.000.000 UM au total.
- Construction. Le b�timent occupe une surface au sol de
350 m2. Son co�t de construction est de 35.000 UM/m2, soit
12.250.000 UM au total.
- Mat�riels. Dans les mat�riels r�pertori�s au tableau 46
sont inclus les machines, leur co�t d'installation et de mise en route, les
lignes et �quipements �lectriques et t�l�phoniques, les mat�riels de bureau et
d'entretien ainsi que les engins de manutention.
Le co�t total de ces mat�riels pour l'usine envisag�e s'�tablit
� 18.000.000 UM.
- Fonds de roulement. Le stock de s�curit� est estim� �
deux mois de production:
- Stock de mati�res premi�res (UM):
L�gumes et ingr�dients:
1.540.000
Energie (fuel):
560.000
Emballages:
1.000.000
3.100.000
- Stock de produits finis (�quivalant � un mois de production ou
20 tonnes de conserves, � raison de 140.000 UM/t), soit:
2.800.000
Total du fonds de roulement:
5.900.000 UM
- Pi�ces de rechange. Le co�t d'un stock de s�curit� de
pi�ces de rechange est normalement �valu� � 20 pour cent du total des mat�riels;
il d�pend de la facilit� d'approvisionnement. Dans le cas de mat�riels fabriqu�s
dans le pays, � proximit�, cette �valuation peut �tre ramen�e � 10 pour cent.
Dans le cas de mat�riels import�s pour lesquels il n'existe pas
sur place de r�seau apr�s vente, la valeur du stock de pi�ces de rechange peut
atteindre 20 � 25 pour cent du co�t total des mat�riels.
Dans le cas pr�sent, la valeur du stock de pi�ces de rechange
sera estim�e � 15 pour cent de la valeur des mat�riels correspondants, soit
2.700.000 UM.
- Frais de premier �tablissement. Dans le cas d'une
entreprise artisanale, les frais de premier �tablissement sont tr�s faibles. On
les estimera � 250.000 UM.
Tableau 46. D�penses de mat�riels1
1 Les rapports entre les diff�rents
co�ts, exprim�s en une unit� mon�taire (UM) fictive, sont conformes � la
situation qui existait en 1985.
Op�rations
Mat�riels
Nombre
Co�t total (installation et mise en route) (UM)
Stockage
Cuves plastiques
15
400.000
Pesage
Bascule
1
500.000
Lavage
Bacs
2
300.000
Laveur � tambour
1
1.500.000
Triage, parage
Table � claies Couteaux
1 10
100.000
Epluchage, d�coupage
Tables Couteaux
2 20
200.000
Blanchiment
Blancheurs � panier
3
1.500.000
Remplissage
Balances Gants, louches
10 10
1.200.000
Jutage
Bassine de cuisson (50-100 l)
1
700.000
Pr�chauffage
Bac � tapis grillag�
1
600.000
Sertissage
Sertisseuses manuelles
2
1.200.000
Appertisation
Autoclave vertical � vapeur Paniers avec syst�me de
r�gulation
1 2
2.200.000
Refroidissement
Bac
1
150.000
Etag�res
10
150.000
Etiquetage Encartonnage
Table
1
50.000
Manutention
3 diables, 1 l�ve-palettes, 50 caisses en plastique
1.600.000
Installation �lectrique
150.000
Production de vapeur
Chaudi�re (200 kg/h sous 8 bars)
1
5.000.000
Mat�riel de bureau
Table, chaises, meubles de rangement
250.000
Mat�riel d'entretien
Tuyaux, cuves
250.000
Total
18.000.000
Tableau 47. R�capitulation des d�penses
d'investissement
D�nomination
Montant (UM)
Terrain et am�nagements
6.000.000
Constructions
12.250.000
Mat�riels
18.000.000
Pi�ces de rechange
2.700.000
Frais de premier �tablissement
250.000
Fonds de roulement
5.900.000
Total
45.100.000
b) D�termination des d�penses techniques d'exploitation
Toutes les d�penses d'exploitation, telles que:
- achats de mati�res premi�res et autres
intrants; - consommations d'�nergie et de fluides; - charges
sociales,
sont �tablies en fonction des donn�es de base d�taill�es au
paragraphe 12.2.1 a) ci-dessus (consommation annuelle de 240 t de produits
frais) et du bilan mati�res qui en d�coule (tableau 45).
Le tableau 48 indique les quantit�s de produits consomm�es par
an ainsi que les prix unitaires correspondants. C'est sur la base des donn�es
qu'il contient qu'ont �t� calcul�es les d�penses techniques d'exploitation
figurant aux postes 2 � 4 du paragraphe 12.2.2 d) ci-apr�s.
c) D�termination des autres d�penses d'exploitation
Aux d�penses techniques r�pertori�es au paragraphe pr�c�dent
viennent s'ajouter les autres d�penses constitutives du co�t de production,
telles que les d�penses d'entretien et de r�paration, de gestion et
d'administration, ainsi que les dotations aux amortissements. Ces d�penses
peuvent �tre �valu�es conform�ment aux indications donn�es au chapitre 11
relatif aux m�thodes de calcul des co�ts.
- D�penses d'entretien et de r�paration: On
peut les �valuer � 5,5 pour cent environ des investissements en mat�riels, soit
� 1.000.000 UM/an.
- D�penses d'administration et de gestion: 300.000 UM/an.
- Dotations aux amortissements: Pour simplifier, on
consid�rera que la dur�e de vie moyenne des mat�riels est de 10 ans et celle des
b�timents, de 20 ans. Quant aux taux d'int�r�ts, on les estimera � 12 pour cent
dans les deux cas. On est conduit, dans ces conditions, sur la base des taux
d'actualisation indiqu�s au tableau 44, aux montants ci-apr�s:
Co�t d'investissement
(UM)
Dur�e de vie (ans)
Taux d'actualisation
Amortissements annuels (UM)
Mat�riels:
18.000.000
10
5,650
3.185.840
B�timents:
12.250.000
20
7,469
1.640.110
Pi�ces de rechange1:
2.700.000
10
5,650
477.850
soit � un amortissement annuel total de:
5.303.800
1 Non comptabilis�es dans les mat�riels
r�pertori�s au tableau 46.
d) Calcul des d�penses annuelles d'exploitation
A partir des donn�es des paragraphes a), b) et c) ci-dessus, on
peut �tablir quelles seront les d�penses totales d'exploitation pour produire en
une ann�e 240 tonnes de conserves � 140 UM/kg:
1)
Mati�res premi�res
(UM)
L�gumes: 240 t
30.000 UM/t
7.200.000
Additifs: 10 t
50.000 UM/t
500.000
7.700.000
2)
Fluides et �nergie
Eau: 1.500 m3
15 UM/m3
22.500
Electricit�: 3.600 kWh
20 UM/kWh
72.000
Fuel: 48 t
70.000 UM/t
3.360.000
3.454.500
3)
Emballages
Bo�tes 4/4: 240.000
20 UM/bo�te
4.800.000
Cartons: 10.000
50 UM/carton
500.000
Cageots, palettes
50.000
5.350.000
4)
Personnel
Manoeuvres: 25
150.000 UM/an
3.750.000
Ouvriers qualifi�s: 8
320.000 UM/an
2.560.000
Contrema�tre: 1
400.000 UM/an
400.000
Responsable: 1
500.000 UM/an
500.000
Adjoint: 1
400.000 UM/an
400.000
7.610.000
5)
Entretien et r�parations
1.000.000
6)
Frais de gestion et d'administration
Bureau, poste, t�l�phone, papeterie, etc.
300.000
7)
Amortissements
5.303.800
D�penses totales d'exploitation
30.718.300
Tableau 48. D�termination des d�penses techniques
d'exploitation
D�nomination
Quantit�s consomm�es par an
Prix unitaires
Mati�res premi�res
L�gumes
100 kg/h × 8 h × 300 j = 240 t
30.000 UM/t
Additifs
10 t
50.000 UM/t
Fluides
Eau
5 m3/jour en comprenant l'entretien et le lavage de
l'atelier, soit 1500 m3 au total
15 UM/m3
Electricit�
1,5 kWh × 8 h × 300 j = 3.600 kWh
20 UM/kWh
Fuel
Les besoins de l'unit� sont de 200 kg de vapeur/h (1 t de fuel
peut produire 10 t de vapeur), soit 48 t de fuel
70.000 UM/t de fuel
Emballages
Bo�tes 4/4
240.000 bo�tes
20 UM/bo�te
Cartons avec �tiquetage-feuillard
10.000 cartons
50 UM/carton
Cageots de r�ception, palettes
50.000 UM/an
Personnel
Manoeuvres
25 manoeuvres permanents
150.000 UM/an
Ouvriers qualifi�s
8 ouvriers permanents
320.000 UM/an
Contrema�tre
1
400.000 UM/an
Responsable d'unit�
1
500.000 UM/an
Adjoint
Administration, comptabilit�
400.000 UM/an
e) Co�ts unitaires de production
Si l'on se reporte au chapitre 11, section 11.3.8, les co�ts
unitaires de production repr�sentent, dans le cas analys� ci-dessus:
Une autre ligne de fabrication, ou une cha�ne de fabrication
�quip�e et log�e diff�remment, conduirait sans doute, sur la base de calculs
similaires, � des r�sultats sensiblement diff�rents. Parmi toutes les options
envisag�es, on choisira celle dont le co�t unitaire de production est le plus
bas.
f) Compte d'exploitation pr�visionnel simplifi�
Il peut �tre int�ressant de d�terminer le b�n�fice brut d�gag�
par chaque option. Dans l'exemple choisi:
Stock de d�but d'exercice
2.840.000
Stock de fin d'exercice
2.840.000
Achats de mati�res premi�res
7.200.000
Ventes (240.000 bo�tes � 140 UM)
33.600.000
Achats compl�mentaires:
- �nergie
3.454.500
- emballages
6.550.000
Salaires du personnel
7.610.000
Entretien et r�parations
1.000.000
Gestion et administration
300.000
Dotations aux amortissements
5.303.800
B�n�fice brut
2.181.700
Total
36.440.000 UM
36.440.000 UM
Conservation des L�gumes � Petite �chelle (CTA - ILO - WEP, 1990, 186 p.)
ANNEXES
ANNEXE I. GLOSSAIRE DE TERMES TECHNIQUES
ANNEXE II. TABLE DE CONVERSION D'UNITES
ANNEXE III. LISTE D'ORGANISMES ET D'INSTITUTS
ANNEXE IV. BIBLIOGRAPHIE
ANNEXE V. QUESTIONNAIRE
Conservation des L�gumes � Petite �chelle (CTA - ILO - WEP, 1990, 186 p.)
ANNEXES
ANNEXE I. GLOSSAIRE DE TERMES TECHNIQUES
Activit� de l'eau
Grandeur correspondant � sa disponibilit� pour des r�actions de
toute nature
A�robie
Micro-organisme vivant ayant besoin d'air, et plus exactement
d'oxyg�ne, pour se d�velopper
Agar-agar
G�lose extraite de certaines algues marines que l'on trouve
principalement dans l'oc�an Indien et dans le Pacifique
Alcalin
Basique
Alcali
Base
Ana�robie
Micro-organisme pouvant se d�velopper en l'absence d'air ou
d'oxyg�ne
Antifongique
Produit utilis� pour lutter contre les champignons
Antiseptique
Substance emp�chant la prolif�ration les microbes
Appertisation
Proc�d� de conservation des aliments p�rissables par
st�rilisation � la vapeur dans des r�cipients herm�tiquement ferm�s
Aseptique
Exempt de tout germe microbien
Astringence
Qualit� d'une substance qui conf�re une saveur �pre
Bact�ricide
Se dit d'un agent chimique ou physique d�truisant les bact�ries
Bact�rie
Micro-organisme unicellulaire jouant un r�le essentiel dans
l'ensemble des processus biologiques et dans la d�gradation des produits
alimentaires
Bact�riostatique
Se dit d'une substance emp�chant la prolif�ration des bact�ries,
sans les d�truire
Base
Compos� qui, dissous dans de l'eau pure, donne une solution de
pH sup�rieur � 7
Biomasse
Masse de mati�re vivante, animale ou v�g�tale
Bourbe
Sorte de boue constitu�e par de fines particules qui se sont
d�pos�es dans des eaux stagnantes
Cellule
Unit� fondamentale de tout organisme vivant
Chlorophylle
Pigment vert donnant leur couleur aux v�g�taux sup�rieurs
Collo�de
Substance compos�e de particules de petites dimensions
dispers�es dans un fluide
Compost
Engrais form� par le m�lange ferment� de d�bris organiques avec
des mati�res min�rales
D�cantation
S�paration par gravit� des mati�res solides en suspension dans
un liquide et qu'on laisse d�poser
Degr� Baum�
Mesure de la densit� d'une solution � l'aide d'un ar�om�tre
Degr� Brix
Poids (en grammes) de mati�re s�che contenue dans 100 g de
solution, donn� par un densim�tre � flotteur (1 degr� Brix = 1,82 degr� Baum�)
Densit�
Grandeur physique correspondant au rapport de la masse d'un
corps homog�ne � celle d'un m�me volume d'eau � 4°C
D�sinfectant
Produit servant � d�truire les micro-organismes les plus
redoutables dans un milieu donn� (mais non tous les micro-organismes)
D�tergent
Produit d'origine naturelle ou synth�tique utilis� pour nettoyer
les appareils, r�cipients, canalisations, etc., agissant par attaque chimique
Duret� (d'une eau)
Caract�ristique d'une eau contenant des sels de calcium ou de
magn�sium
Edulcorant
Substance chimique, en g�n�ral synth�tique, donnant une saveur
sucr�e
Effluent
Ensemble des eaux us�es rejet�es par une usine
Ensilage
M�thode de conservation des produits agricoles, sp�cialement des
fourrages verts, en les mettant dans des silos
Enzyme
Substance prot�inique acc�l�rant certaines r�actions
biochimiques
Ferment
Micro-organisme capable de provoquer une fermentation
Fermentation
Transformation de substances organiques sous l'influence
d'enzymes produits par des micro-organismes
G�latine
Substance ablumino�de constitu�e de longues fibres, extraite des
os, des cartilages et de certaines algues et soluble dans l'eau
Granulom�trie
M�thode de classement des produits pulv�rulents selon la
proportion des grains de diff�rents calibres qui les composent
Humidit� relative
Proportion entre la quantit� de vapeur d'eau contenue
effectivement dans l'air et la capacit� d'absorption de l'air � une temp�rature
donn�e, la valeur 100 correspondant au point de saturation en vapeur d'eau
Hydrolyse
D�composition chimique d'une substance par l'action de l'eau;
cette r�action est souvent r�versible
Hydrosoluble
Soluble dans l'eau ou dans une solution aqueuse
Hygrom�trie
D�termination de la quantit� d'humidit� contenue dans l'air
Hygroscopique
Se dit d'une substance qui absorbe facilement l'humidit�
Indice de r�fraction
Mesure de la d�viation que subit un rayon lumineux en passant
d'un milieu dans un autre; mesur� � l'aide d'un r�fractom�tre, cet indice permet
de conna�tre la dose de solide dissoute dans une solution
Intrants (Inputs)
El�ments n�cessaires � la production
Inversion du sucre
Traitement du sucre par voie microbiologique ou chimique
conduisant au d�doublement du saccharose (dextrogyre) en glucose et en fructose
(l�vogyre)
Jutage
Remplissage des r�cipients de conditionnement avec un jus chaud
pour combler les vides
Levure
Champignon microscopique unicellulaire capable de produire des
transformations biologiques � l'air libre ou en milieu clos; les levures sont
des agents de fermentation
Liposoluble
Soluble dans les graisses et les huiles
Lyophilisation
Dessiccation par sublimation � tr�s basse temp�rature
Marc
R�sidu solide de l'extraction des jus de fruits
M�lasse
Sous-produit liquide de la cristallisation des sucres de canne
ou de betterave (sirop dense, visqueux et incristallisable)
Moisissure
Ensemble de champignons de petite taille qui croissent
rapidement en milieu biologique et qui provoquent des transformations utiles ou
nuisibles, selon les cas
Mo�t
Liquide sucr� extrait de fruits, servant de mati�re premi�re
dans les industries de fermentation
Neutraliser
Ramener � un pH neutre (�gal � 7)
Organoleptique
Qualifie les sensations appr�hend�es directement par les organes
des sens: go�t, odeur, aspect, texture, couleur d'une substance
Osmose
Ph�nom�ne physique de diffusion d'ions � travers une membrane
semi-perm�able s�parant deux solutions de concentrations diff�rentes
Oxydation
Fixation d'oxyg�ne pouvant avoir lieu � l'air ou en vase clos
Pasteurisation
Destruction de germes pathog�nes par chauffage suivi d'un
refroidissement brusque
Pathog�ne
Capable de provoquer une maladie
Pectine
Substance g�lifiante, glucidique, souvent pr�sente dans les
plantes, en particulier dans les jus de fruits
Pectolytique
Se dit d'une substance qui d�sagr�ge les composants pectiques
pH
Potentiel d'hydrog�ne. Indice caract�risant l'activit� ou la
concentration de l'ion hydrog�ne dans une solution. L'�chelle des pH s'�tend de
0 (tr�s acide) � 14 (tr�s alcalin); la neutralit� est caract�ris�e par un pH de
7
Pigment
Mati�re color�e de structure chimique vari�e
Poids net
Poids d'un r�cipient plein diminu� du poids du r�cipient vide
Pression osmotique
Pression qu'il faut exercer sur une solution pour emp�cher le
solvant pur de traverser la membrane semi-perm�able qui le s�pare de la solution
Prot�olytique
Qui provoque une hydrolyse partielle ou totale des prot�ines
Saumure
Eau plus ou moins fortement sal�e dans laquelle on met des
aliments pour en faire des conserves
Spore
Forme arrondie de certaines bact�ries plus r�sistantes � des
conditions de milieu d�favorables, en particulier � une �l�vation de
temp�rature. Les spores peuvent retrouver la forme v�g�tative lorsque le milieu
redevient favorable
Sublimation
Passage de l'�tat solide � l'�tat gazeux, sans passage par
l'�tat liquide
Substrat
Substance sur laquelle agit un enzyme en d�terminant sa
transformation biologique ou chimique
Tanin
Compos� ph�nolique ayant une structure complexe et poss�dant
notamment la propri�t� de pr�cipiter les prot�ines
Tartre
Cro�te dure et insoluble d'origine calcaire qui se forme sur les
parois des r�cipients contenant des liquides, des chaudi�res, des �changeurs,
etc.
Texture
Dans le pr�sent contexte, ce terme exprime les propri�t�s
physiques des aliments (structure) et la mani�re dont ces propri�t�s sont
appr�ci�es dans la bouche (consistance)
Thermolabile
D�truit ou modifi� par la chaleur
Titrage
Op�ration par laquelle on proc�de au dosage volum�trique d'une
solution
Turgescence
R�sultat de l'afflux d'eau dans une cellule, qui conf�re une
certaine fermet� aux tissus v�g�taux
Turmeric
Mati�re colorante jaune extraite du rhizome de curcuma
ANNEXE II. TABLE DE CONVERSION D'UNITES
Longueur
1 inch (in.) = 2,54 cm 1 foot (ft.) = 0,305
m 1 yard (yd.) = 0,914 m
Les institutions mentionn�es ci-apr�s pourront fournir les noms
des constructeurs des �quipements qui ne pourraient �tre r�alis�s localement et
apporter une contribution � l'�tude et � l'implantation de petites unit�s de
transformation de fruits ou l�gumes.
R�publique f�d�rale d'Allemagne
German Appropriate Technology Exchange 1,
Dag-Hammarskj�ld-Weg 6236 Eschborn 1
Institut f�r Lebensmitteltechnologie Frucht und Gem�se
Technologie 22, K�nigin Luise Strasse Berlin 33
Institut f�r Obst- und Gem�severarbeitung 805 Freising -
Weihenstephan
Autriche
ONUDI Postfach 707 A-1011
Vienne
Belgique
ATOL 9, Blijde Inkomstraat 3000-Leuven
Collectif d'�changes pour la technologie appropri�e
(COTA) 28, rue de la Sablonni�re 1000-Bruxelles
Institut national pour l'am�lioration des conserves et
l�gumes 78, rue du Long Ch�ne 1970-Wezembeek-Oppem
Universit� catholique de Louvain Laboratoire de conservation
des aliments 92, Kardinal Mercierlaan 3030-Heverlee
Leuven
Br�sil
CETEC 2 000, Avenida Jose Candido da
Silveira P.O. Box 2306 Belo Horizonte (Minas Gerais)
Canada
Brace Research Institute P.O. Box 400, Mc Donald
Campus Mc Gill University Sainte-Anne de Bellevue (Qu�bec) HOA 100
Centre de recherche et de d�veloppement
international (International Development Research Centre) P.O. Box
8500 Ottawa (Ontario) K16 3H9
Fondation canadienne contre la faim 323, Chapel
Street Ottawa (Ontario) K1N 722
Colombie
Instituto de Investigaciones Tecnol�gicas Avenida
30, n�m. 52 A 77 Apartado Aereo 7031 Bogota
Danemark
Forsknings Laboratoriet for Gront og
Frugtindustrie 133, Blangstedgaardsuej 5220 Odense SO
Etats-Unis
Control Data Corporation 8100, 34th Avenue
South Minneapolis, Minnesota 55440
Industrial Development Research Council Peachtree Air
Terminal 1954 Airport Road Atlanta, Georgia 30341
Meals for Millions Foundation 1800 Olympic Boulevard P.O.
Box 680 Santa Monica, Ca. 90506
Technoserve 36, Old King's Highway South Darien, Conn.
06820
France
Alternatives technologiques et recherches sur les
industries agricoles et alimentaires 1, avenue des Olympiades 91305
Massy
Centre d'�changes et de promotion des artisans en zones �
�quiper 18, rue de Varennes 75007 Paris
Centre international de recherche agronomique pour le
d�veloppement 42, rue Scheffer 75016 Paris
Centre technique interprofessionnel des fruits et l�gumes 22,
rue Berg�re 75009 Paris
Groupe de recherches et d'�changes technologiques 34, rue
Dumont d'Urville 75116 Paris-Cedex
Institut Appert 44, rue d'Al�sia 75014 Paris
Organisation de coop�ration et de d�veloppement �conomique
(OCDE) 94, rue Chardon Lagache 75016 Paris
Inde
Central Food Technological Research
Institute Cheluramba Mansion Mysore 570013
Irlande
Kinsealy Research Centre Malahide
Road Dublin 5
Italie
Organisation des Nations Unies pour l'alimentation
et l'agriculture (FAO) Via delle Terme di Caracalla 00100 Roma
Istituto Sperimentale per la Valorizzazione Tecnologica dei
Prodotti Agricoli 26, Via Venezia 20133 Milano
Stazione Sperimentale per l'Industria delle Conserve
Alimentari 33, Viale Tanara 43100 Parma
Jama�que
Food Technology Institute Jamaica Industrial
Development Corporation 4, Winchester Road Kingston 10
Kenya
UNICEF Food Technology and Nutrition
Section P.O. Box 44145 Nairobi
Nig�ria
Project Development Agency 3, Independence
Layout P.O. Box 609 Enugu
Nouvelle-Guin�e
Department of Primary Industries P.O. Box
2417 Kone Dobu
Pays-Bas
Sprenger Institute 6, Haagsteeg 6708 PM
Wageningen
Royaume-Uni
Beecham Products Beecham House Brentford
Middle TW8 9BD
Intermediate Technical Development Group 9, King
Street London WC2E 8HN
Tropical Development Research Institute 56/62, Gray's Inn
Road London WC1X 8LU
S�n�gal
Institut de technologie alimentaire Route des
P�res Maristes BP
2765 Dakar-Hann
ANNEXE IV. BIBLIOGRAPHIE
Aubert, C.: S�chage solaire: Technologies appropri�es dans la
transformation des c�r�ales, fruits et l�gumes et de la canne � sucre dans
quatre pays de l'Afrique de l'Ouest (Dakar/PECTA, 1981).
Binsted, R., Devey, J.D., Daking, J.C.: Pickle and sauce
making (Londres, Food Trade Press Ltd., 1971).
Cruess, W.V.: Commercial fruit and vegetables products
(4e �dition), (New York, McGraw Hill Book Company Inc., 1958).
Desrosier, N.W., Desrosier, J.N.: The technology of food
preservation (Westport, Connecticut, AVI Publishing Co., 1977).
Duverneuil, G.: “Les machines sp�cifiques d'�pluchage et de
pr�paration de fruits tropicaux”, Machinisme tropical, vol. 63, no
17, 1979.
Jackson, T.H., Mohammed, B.B.: Le s�chage au soleil des
fruits et l�gumes. Bulletin des services agricoles, no 5 (Rome, FAO, 1969).
Karel, M., Heidelbaugh, N.D.: “Effects of packaging on
nutrients”, dans Harris et Karmas (Eds): Nutritional evaluation of food
processing (Westport, Connecticut, AVI Publishing Co., 1975).
Knorr, D.: Sustainable food systems (Westport,
Connecticut, AVI Publishing Co., 1983).
Lasnet de Lanty, H.: Conserves familiales (Paris,
Flammarion, 1965).
Lawand, T.A.: The potential of solar agricultural dryers in
developing areas. Development and Transfer of Technology series (Vienne,
ONUDI, 1978).
Lery, F.: Les conserves (Paris, Presses universitaires de
France, collection “Que sais-je?”, 1971).
Villemont, M.: Le grand livre de la nutrition et de la
di�t�tique, vol. 3 (Paris, Editions R. Laffont, 1973).
Woodroof, J.G., Philipps, F.: Beverages, carbonated and non
carbonated (Westport, Connecticut, AVI Publishing Co., 1981).
Worgan, J.T.: “Canning and bottling as methods of food
preservation in developing countries”, Appropriate Technology, vol.
4, no 3, pp.
15-16.
ANNEXE V. QUESTIONNAIRE
1. Nom
............................................................................................................
5. Ce dossier vous a-t-il aid� (cocher la case correspondante):
- � prendre connaissance de techniques de conservation que vous
ne connaissiez pas
................................................................
/_/
- � estimer le co�t unitaire de production pour diff�rentes
�chelles de production et diff�rentes
technologies .........................................................................................................
/_/
- � commander de l'�quipement pour la production
locale .........................................................................................................
/_/
- � am�liorer votre technique de production
....................................
/_/
- � diminuer les co�ts de fonctionnement
.......................................
/_/
- � s�lectionner une �chelle de production ou une technologie
pour cr�er une unit� de transformation de l�gumes .......................
/_/
- si vous �tes employ� par le gouvernement, � formuler des
mesures et des politiques pour l'industrie de la conserve
.........................................................................................................
/_/
- Si vous �tes membre d'une institution financi�re, � �tudier
une demande de pr�t pour la cr�ation d'une unit�
.................................
/_/
- Si vous travaillez dans un institut de formation, � l'utiliser
comme mat�riel didactique
..........................................................................
/_/
- Si vous �tes un expert international, � am�liorer la qualit�
des conseils fournis � vos interlocuteurs sur les technologies de conservation
des fruits et l�gumes ..................................................
/_/
6. Ce dossier est-il suffisamment d�taill� en ce qui concerne:
(Oui)
(Non)
- la description des aspects techniques,
/_/
/_/
- l'estimation des co�ts,
/_/
/_/
- l'�valuation des effets socio-�conomiques,
/_/
/_/
- les informations bibliographiques?
/_/
/_/
Si vous avez fourni des r�ponses n�gatives, pri�re d'en donner
les raisons ci-dessous ou sur une feuille
s�par�e ......................................................................................................................... ......................................................................................................................... ......................................................................................................................... .........................................................................................................................
7. Comment pourrait-on am�liorer le pr�sent dossier dans
l'�ventualit� d'une seconde
�dition? ......................................................................................................................... .........................................................................................................................
8. Pri�re de faire parvenir le pr�sent questionnaire, d�ment
rempli, �:
Service de la technologie et de l'emploi Bureau
international du Travail, CH-1211 Gen�ve 22 (Suisse)
9. Si vous d�sirez obtenir des informations compl�mentaires sur
certaines questions trait�es dans le pr�sent dossier, le BIT s'efforcera de vous
les fournir.
Conservation des L�gumes � Petite �chelle (CTA - ILO - WEP, 1990, 186 p.)
(introduction...)
PREFACE
REMERCIEMENTS
CHAPITRE 1 - CONTENU DU DOSSIER TECHNIQUE
CHAPITRE 2 - PRETRAITEMENTS
CHAPITRE 3 - CONSERVATION PAR SECHAGE
CHAPITRE 4 - CONSERVATION PAR LE SEL
CHAPITRE 5 - CONSERVATION PAR LE VINAIGRE
CHAPITRE 6 - FERMENTATION
CHAPITRE 7 - CONSERVATION PAR APPERTISATION
CHAPITRE 8 - CONDITIONNEMENT
CHAPITRE 9 - HYGIENE ET PROPRETE DANS L'USINE
CHAPITRE 10 - EFFETS DE LA TRANSFORMATION ARTISANALE OU SEMI-INDUSTRIELLE DES LEGUMES
CHAPITRE 11 - METHODES D'EVALUATION DES COUTS DE PRODUCTION
CHAPITRE 12 - CONCEPTION D'UNE UNITE DE TRANSFORMATION DE LEGUMES ET APPLICATION DE LA METHODOLOGIE